

Tuyau spiral ondulé : Guide de fabrication, d'applications et d'équipement
Un tuyau spiralé ondulé est un tuyau à paroi structurée produit en enroulant hélicoïdalement une bande profilée extrudée en HDPE ou en PP sur un mandrin rotatif. La bande profilée contient des chambres creuses ou des ondulations qui créent une rigidité annulaire tout en utilisant moins de matériau qu'un tuyau à paroi pleine de même diamètre. Ces tuyaux sont fabriqués de DN300mm à DN5000mm et servent aux applications d'assainissement municipal, d'eaux pluviales, de drainage et de stockage industriel dans le monde entier.
De nombreux gestionnaires d'achats et entrepreneurs entendent le terme « tuyau spiralé ondulé » et imaginent immédiatement un tuyau double paroi ondulé. Les deux termes ne sont pas interchangeables. Le processus de fabrication, la plage de diamètres et le comportement structurel diffèrent considérablement. Choisir la mauvaise spécification peut laisser un projet avec des tuyaux qui ne répondent pas aux exigences de charge ou avec un équipement qui ne peut pas produire les diamètres requis.
Ce guide explique ce qu'est un tuyau spiralé ondulé, comment il est fabriqué, où il est utilisé et ce qu'il faut rechercher lors de la sélection d'un équipement de production. À la fin, vous comprendrez comment la technologie des tuyaux spiralés ondulés s'insère parmi les alternatives des tuyaux double paroi ondulés et des tuyaux à paroi pleine, et vous saurez quelles questions poser à un fournisseur de machines avant de vous engager dans une ligne de production.
Points clés
Un tuyau spiralé ondulé utilise une bande profilée enroulée en hélice avec des chambres creuses pour offrir une rigidité annulaire élevée pour des diamètres allant de DN300mm à DN5000mm.
Il diffère du tuyau ondulé à double paroi en termes de méthode de fabrication, de diamètre maximum et de géométrie de la paroi structurelle.
Le HDPE et le PP sont les matériaux principaux, le PP-HM permettant des parois plus minces et des indices de rigidité plus élevés.
Les applications courantes incluent les égouts et les systèmes de drainage municipaux, la gestion des eaux pluviales et les réservoirs de stockage de produits chimiques industriels.
La sélection de la bonne machine pour fabriquer des tuyaux spiraux profilés nécessite de faire correspondre la capacité de l'extrudeuse, la géométrie de la filière et la capacité de la station d'enroulement au diamètre cible et à la production souhaitée.
Qu'est-ce qu'un tuyau spiralé ondulé ?

Un tuyau à profil spiralé est constitué d'une paroi structurelle continue formée en enroulant une bande profilée en hélice autour d'un mandrin. Chaque tour chevauche le précédent, et le chevauchement est soudé pour créer une paroi de tuyau monolithique. La bande profilée elle-même contient des sections creuses, souvent décrites comme des ondulations ou des chambres, qui donnent au tuyau sa rigidité annulaire sans le poids du matériau d'une paroi pleine.
Le terme « tuyau spiralé ondulé » peut faire référence à deux concepts liés :
Tuyau à profil spiralé avec une paroi extérieure ondulée : La surface extérieure visible présente un motif ondulé hélicoïdal créé par la bande de profil enroulée. Il s'agit du tuyau à paroi structurelle enroulé en spirale de type Krah classique.
Tuyau enroulé en spirale avec un revêtement intérieur ondulé : Certaines conceptions utilisent un tube ondulé interne comme mandrin de formage ou revêtement structurel, sur lequel des couches supplémentaires sont enroulées.
Chez Qingdao Yongke Machinery, notre ligne de production de tuyaux à profil spiralé en HDPE/PP gère les deux approches dans la plage de DN300mm à DN5000mm. La même technologie d'enroulement peut produire des tuyaux à surface intérieure lisse et à profil extérieur ondulé, ou des tuyaux avec des tubes internes ondulés pour des applications spécialisées.
L'avantage clé de la conception spiralée ondulée est l'efficacité matérielle. Un tuyau DN1200mm SN8 peut atteindre la rigidité annulaire requise avec beaucoup moins de polymère qu'un tuyau en HDPE à paroi pleine de diamètre équivalent. Le poids réduit abaisse les coûts matériels, simplifie la manipulation et réduit les frais de transport, ce qui est particulièrement important pour les projets d'infrastructure de grand diamètre.
Tuyau spiral côtelé vs. Tuyau double paroi côtelé
La similitude des noms crée de la confusion. Les deux types de tuyaux utilisent des structures de paroi creuse pour améliorer le rapport rigidité-poids. Les deux sont utilisés dans les applications de drainage et d'égout. Cependant, le processus de fabrication et la gamme de tailles sont très différents.
Méthode de fabrication
Le tuyau double paroi côtelé est produit sur une ligne d'extrusion continue. Une filière de co-extrusion forme simultanément une paroi interne lisse et une paroi externe côtelée. La paroi externe côtelée est mise en forme par thermoformage sous vide ou moulage par soufflage contre un bloc de moule côtelé. Ce processus est rapide et efficace pour les petits diamètres, généralement de DN200mm à DN1200mm.
En revanche, le tuyau à profil spiralé est produit en enroulant une bande de profil pré-extrudée sur un mandrin. Le diamètre du tuyau augmente à mesure que le mandrin tourne, ce qui permet d'obtenir des diamètres beaucoup plus grands. L'inconvénient est un taux de production plus lent pour les tuyaux très grands, car chaque tuyau est enroulé individuellement au lieu d'être extrudé en continu.
Plage de diamètre
Les lignes de tuyaux cannelés à double paroi couvrent généralement de DN200mm à DN1200mm. Certaines lignes spécialisées atteignent DN1500mm ou DN2000mm, mais les diamètres supérieurs à DN1200mm deviennent de plus en plus difficiles à réaliser sur les équipements d'extrusion de cannelures conventionnels.
Les machines de fabrication de tuyaux à profil en spirale produisent régulièrement des tuyaux de DN300mm à DN5000mm. Cela fait de la technologie spirale le choix pratique pour les égouts principaux de grand diamètre, les collecteurs, les évacuateurs et les réservoirs de stockage industriels.
Structure de la paroi
Dans le tuyau cannelé à double paroi, les parois interne et externe sont extrudées sous forme de cylindres parallèles, la paroi externe cannelée conférant rigidité. Les cannelures sont perpendiculaires à l'axe du tuyau.
Dans le tuyau à profil en spirale, la paroi structurelle est une seule spire hélicoïdale. Les chambres creuses de la bande de profil suivent la direction de la spirale. Cette construction hélicoïdale confère au tuyau une excellente rigidité annulaire et une certaine flexibilité longitudinale, ce qui peut être avantageux lors des installations où des mouvements du sol sont prévus.
| Paramètre | Tuyau spiral côtelé | Tuyau à double paroi côtelé |
|---|---|---|
| Fabrication | Enroulement hélicoïdal de bande profilée | Co-extrusion continue et formage sous vide |
| Gamme de diamètre typique | DN300mm à DN5000mm | DN200mm à DN1200mm |
| Diamètre maximum | Jusqu'à DN5000mm+ | Typiquement DN1500mm - DN2000mm |
| Géométrie de la paroi | Paroi structurelle côtelée hélicoïdale | Paroi intérieure lisse, paroi extérieure côtelée annulaire |
| Matières premières | HDPE, PP, PP-HM | HDPE, PP |
| Meilleures applications | Grand égouts, collecteurs d'eaux usées, réservoirs | Connexions domestiques, collecteurs, drainage |
Si vos projets restent en dessous de DN1200mm et que vous donnez la priorité à un haut rendement, une ligne d'extrusion de tuyaux en PP côtelés à haute vitesse peut être un meilleur investissement. Si vous avez besoin de diamètres supérieurs à DN1200mm ou que vous produisez des réservoirs de stockage, une machine à tuyaux en profil spiral est le choix le plus polyvalent.
Comment le tuyau spiralé ondulé est-il fabriqué ?
Une ligne de production complète de tuyaux à profil spiralé intègre plusieurs sous-systèmes. Chaque étape doit être précisément contrôlée pour garantir une épaisseur de paroi constante, une rigidité annulaire et une précision dimensionnelle.
1. Préparation des matériaux et extrusion
Le processus commence avec de la résine HDPE ou PP, généralement du PE100 pour les applications HDPE ou du PP-HM pour une rigidité plus élevée. Du matériau recyclé peut être incorporé dans les conceptions de co-extrusion, souvent dans les couches externes, tandis que la couche interne utilise du matériau vierge pour maintenir les performances hydrauliques.
La résine est introduite dans une extrudeuse à simple vis dimensionnée pour la production cible. Pour les tuyaux DN300 - DN1200mm, une extrudeuse de 90mm à 120mm est courante. Pour les tuyaux DN2000 - DN5000mm, des extrudeuses de 150mm ou plus grandes peuvent être nécessaires. L'extrudeuse fond et homogénéise le polymère, puis le transporte à la tête de filière à une température et une pression contrôlées.
2. Formation de la bande de profil
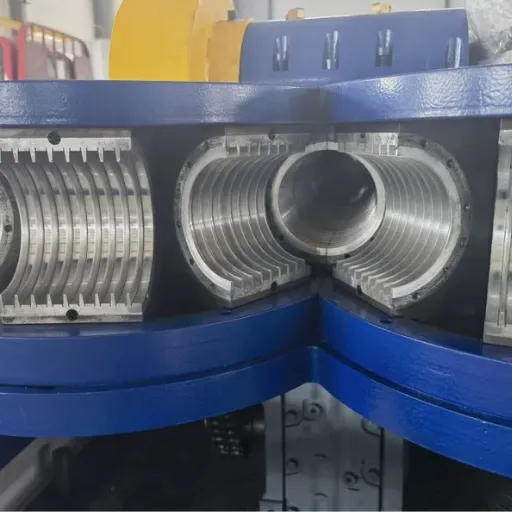
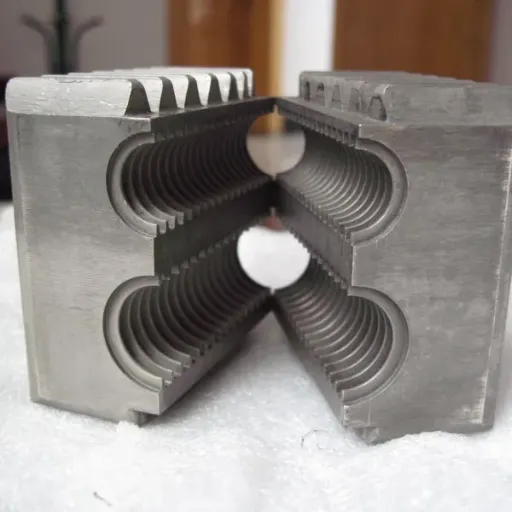
La tête de filière façonne le polymère fondu en une bande de profil avec la section transversale souhaitée. Pour les tuyaux à profil spiralé, le profil comprend des chambres creuses qui deviendront les nervures structurelles du tuyau. La géométrie de la filière détermine :
Épaisseur de la paroi de la bande de profil
Hauteur et largeur des ondulations
Épaisseur des parois intérieure et extérieure du profil
Nombre et forme des chambres creuses
Immédiatement après avoir quitté la filière, le profil chaud passe à travers un manchon de calibration sous vide et une cuve de refroidissement à l'eau. Le manchon de calibration maintient les dimensions du profil tandis que la surface extérieure se solidifie. Un refroidissement précis est essentiel : si le profil se refroidit trop rapidement, les contraintes résiduelles peuvent provoquer des déformations ; si trop lentement, le profil peut se déformer avant l'enroulement.
3. Enroulement et soudage
La bande de profil refroidie est alimentée sur un mandrin rotatif à un angle hélicoïdal contrôlé. C'est l'étape déterminante de la fabrication des tuyaux à profil spiralé. Le diamètre du mandrin détermine le diamètre intérieur du tuyau fini.
Au fur et à mesure que le mandrin tourne, la bande de profil s'enroule en spirale. Chaque tour chevauche le tour précédent d'une largeur contrôlée. Un élément chauffant dans la zone de chevauchement chauffe les deux surfaces à la température de fusion, et la pression due à la tension d'enroulement crée une liaison soudée. Le résultat est une paroi structurelle continue avec des ondulations hélicoïdales.
Paramètres de bobinage critiques incluent :
Vitesse de rotation du mandrin : Doit être synchronisée avec la sortie de l'extrudeuse et la vitesse d'alimentation de la bande de profil.
Angle de bobinage : Généralement de 55 à 75 degrés, selon le diamètre du tuyau et la conception du profil.
Largeur de recouvrement : Assure une résistance de soudure adéquate entre les spires.
Température et pression de soudure : Doivent être suffisantes pour la fusion sans dégrader le polymère.
Chez Qingdao Yongke Machinery, notre système de deuxième chauffage développé indépendamment améliore cette étape pour la production de tuyaux spirales cannelés de grand diamètre. Le système assure un chauffage plus rapide et plus stable de la zone de recouvrement, réduisant les temps de cycle tout en maintenant un écoulement de matière fondu uniforme et la précision du profil.
4. Découpe et manipulation
Lorsque le tuyau atteint la longueur spécifiée, une unité de coupe automatique le sectionne tandis que le bobinage se poursuit sur un nouveau mandrin. Les scies de coupe en vol permettent la production sans arrêter la ligne. L'équipement en aval retire le tuyau terminé du mandrin et le transfère vers un système de rangement ou de convoyage.
Scénario de production : Un fabricant de tuyaux d'Asie du Sud-Est devait fournir des tuyaux d'égout DN1800mm SN8 pour un projet d'intercepteur municipal. Leur ligne de production de tuyaux à double paroi ondulée existante avait une limite de DN1200mm.
Après avoir installé une ligne de production de tuyaux à profil spiralé avec une extrudeuse de 120mm et un mandrin ajustable jusqu'à DN2000mm, ils ont produit in-house la plage de diamètres requise. Le délai de livraison au contractant est passé de 14 semaines à 5 semaines, et l'utilisation de matériau par mètre a diminué d'environ 30 % par rapport à l'alternative à paroi pleine qu'ils avaient envisagé d'importer.
Applications et secteurs d'activité
Le tuyau spiralé ondulé sert les marchés où des tuyaux en plastique de grand diamètre sont nécessaires pour des applications enterrées ou de confinement. L'efficacité matérielle et la plage de diamètres le rendent adapté aux projets qui utiliseraient autrement des tuyaux en béton, en fonte ductile ou en fibre de verre.
Égouts et drainage municipaux
Le plus grand segment d'application est l'infrastructure municipale. Le tuyau spiralé ondulé est utilisé pour :
Lignes principales d'égouts sanitaires et intercepteurs
Systèmes de collecte et de rétention d'eaux de pluie
Projets de déversement d'eaux d'égout combinées
Drainage des autoroutes et des aéroports
Les classifications de rigidité annulaire de SN4 à SN16 permettent aux ingénieurs d'adapter le tuyau à la profondeur d'enfouissement et à la charge de trafic. La paroi intérieure lisse offre d'excellentes performances hydrauliques, tandis que la paroi extérieure ondulée répartit les charges de sol et les charges dynamiques.
Stockage de produits chimiques industriels
Au-delà des tuyaux enterrés, la même technologie d'enroulement hélicoïdal produit des réservoirs spiraux en HDPE pour le stockage de produits chimiques. La résistance à la corrosion du HDPE et du PP rend ces réservoirs adaptés aux acides, aux alcalis et à d'autres milieux agressifs. Le diamètre des réservoirs peut dépasser 5 mètres, et des raccords personnalisés peuvent être intégrés lors de l'enroulement.
Agriculture et décharge
Les applications agricoles incluent les réservoirs d'irrigation, le stockage de fumier et le drainage. Les projets de décharge utilisent des tuyaux spiraux ondulés de grand diamètre pour la collecte de lixiviat et la ventilation des gaz. La résistance chimique et la longue durée de vie du HDPE sont importantes dans ces environnements.
Alimentation en eau et puits de feu
Bien que moins courants que les applications d'égouts, les tuyaux spirales ondulés sont utilisés pour les conduites d'alimentation en eau basse pression, les réservoirs de protection contre l'incendie et les tubages de puits. Des systèmes de raccordement spéciaux et des joints d'étanchéité sont nécessaires lorsque la capacité de pression est requise.
Exemple de projet : Un entrepreneur en Afrique du Nord a dû respecter des délais serrés pour un système de rétention des eaux pluviales. La conception prévoyait un tuyau DN2500mm dans une zone côtière avec une eau souterraine salée agressive. Un tuyau en béton aurait nécessité des équipements de levage lourds et une protection contre la corrosion. L'entrepreneur a choisi le tuyau spiral ondulé en HDPE, qui a réduit le temps d'installation, éliminé les préoccupations concernant la corrosion et permis des coupures sur le terrain et des joints par fusion thermique sans machinerie spécialisée.
Spécifications techniques et normes

Lors de la spécification ou de l'achat de tuyaux à profil spiral, les ingénieurs évaluent plusieurs paramètres clés. Ces mêmes paramètres guident la sélection des machines pour les fabricants.
Plage de diamètres
Le tuyau spiralé ondulé est disponible de DN300 mm à DN5000 mm. Les diamètres plus petits (DN300 - DN800) concurrencent le tuyau ondulé double paroi. Les diamètres de gamme moyenne (DN800 - DN2000) sont l'endroit idéal pour la technologie spirale. Les grands diamètres (DN2000 - DN5000) sont presque exclusivement produits par enroulement spirale.
Rigidité annulaire
La rigidité annulaire indique la résistance à la déformation externe. Les classifications courantes comprennent :
SN4 / PS 46 : Applications légères, enfouissement peu profond
SN8 / PS 115 : Applications standard des égouts municipaux
SN16 / PS 230 : Enfouissement profond, trafic lourd ou charge industrielle
La rigidité annulaire atteignable dépend de la conception du profil, du module du matériau et de la précision d'enroulement. Le PP - HM permet d'obtenir une rigidité plus élevée avec des parois plus minces que le HDPE standard.
Qualités de matériau
HDPE PE80/PE100 : Excellentes résistance chimique et ténacité ; couramment utilisé pour les égouts et les eaux de drainage.
PP : Plus grande rigidité et meilleure résistance à la température que le HDPE.
PP-HM (Polypropylène à haut module) : Permet d'avoir des parois plus fines et des classements de rigidité annulaire plus élevés.
Systèmes de jonction
Le tuyau spiralé corrugué peut utiliser plusieurs types de jonctions :
Jonctions par électrofusion : Courantes pour les systèmes en HDPE
Joint d'étanchéité emboîté : Installation rapide pour les systèmes gravitaire
Soudage par extrusion : Fabrication et réparation de raccords sur le terrain
Raccords à brides : Pour les réservoirs et les applications industrielles
Normes applicables
Le tuyau fabriqué doit être conforme aux normes de produit pertinentes. Les références courantes incluent :
EN 13476 : Norme européenne pour les systèmes de tuyauterie en plastique à paroi structurée
ASTM F894 : Norme américaine pour les tuyaux et raccords en polyéthylène à paroi profilée
ISO 21138 : Norme internationale pour les systèmes de tuyauterie en plastique pour l'assainissement et le drainage souterrain non pressurisé
Les fabricants de machines devraient concevoir l'équipement en tenant compte de ces normes. Chez Qingdao Yongke Machinery, notre établissement est certifié ISO 9001, ISO 14001 et ISO 45001, et nos machines portent la marque CE pour les marchés européens.
Sélectionner la bonne machine de fabrication de tuyaux spiraux cannelés
Acheter une ligne de production de tuyaux profilés spiraux est une décision d'investissement qui devrait correspondre à votre pipeline de projets, à votre stratégie matérielle et à vos objectifs de production. Les facteurs suivants déterminent la bonne configuration.
Diamètre cible et rigidité annulaire
Commencez par la plage de diamètres et les niveaux de rigidité que vous devez produire. Une machine configurée pour DN300 - DN1200mm ne produira pas de manière économique des tuyaux de DN4000mm, et vice versa. La taille du mandrin, la géométrie de la station d'enroulement et la capacité de l'extrudeuse doivent toutes être adaptées au diamètre cible.
La tête de filière de profil doit être conçue pour la géométrie des cannelures qui permet d'atteindre le niveau SN cible. Certains fournisseurs proposent des ensembles de filières interchangeables pour différents designs de profil.
Capacité de l'extrudeuse
La taille de l'extrudeuse est généralement exprimée en diamètre de vis et la production en kilogrammes par heure. Pour les tuyaux à profil spiralé, l'extrudeuse doit fournir suffisamment de matière fondue pour former la bande de profil à la vitesse de production requise. Une ligne DN800mm SN8 peut nécessiter 200 - 300 kg/heure, tandis qu'une ligne DN3000mm peut nécessiter 800 kg/heure ou plus.
Flexibilité des matériaux
Si vous prévoyez de traiter à la fois du HDPE et du PP, vérifiez que la conception de la vis de l'extrudeuse, les températures de la filière et les systèmes d'étalonnage sont adaptés aux deux matériaux. Certaines machines nécessitent un changement de vis ou de filière pour passer d'un matériau à l'autre. La capacité de co-extrusion est importante si vous souhaitez utiliser des matériaux recyclés dans les couches extérieures.
Contrôle et automatisation
Les machines modernes de production de tuyaux à profil spiralé utilisent des systèmes de contrôle basés sur des PLC avec des interfaces HMI tactile. Les fonctionnalités utiles incluent :
Stockage de recettes pour différentes spécifications de tuyaux
Surveillance en temps réel de la température, de la pression et de la vitesse d'extrusion
Ajustement automatique du diamètre du mandrin
Enregistrement des données de production
Capacité de diagnostic à distance
Support après-vente
Une ligne de production nécessite une installation, une mise en service, une formation des opérateurs et un support permanent en pièces de rechange. Les fournisseurs réputés fournissent des documents techniques, un support à distance et une livraison rapide des pièces de rechange.
Chez Qingdao Yongke Machinery, nous configurons chaque ligne de production de tubes profilés en spirale en fonction de la plage de diamètres cibles, du matériau et des exigences de production du client. Notre équipe d'ingénieurs assure la supervision de l'installation, la formation des opérateurs et un support technique à vie. Pour discuter de votre projet, contactez M. Zhou Maozhen à l'adresse machinery@eaglegroup.cn ou sur WhatsApp +86-13583232887.
Entretien et contrôle de qualité
La qualité constante des tubes en spirale ondulés dépend du contrôle du processus et de l'entretien préventif. Les fabricants devraient établir des routines pour les points suivants.
,Maintenance de l'extrudeuse
Inspectez régulièrement l'usure de la vis et du cylindre.
Nettoyez les têtes de filière lors du changement de matériaux ou de couleurs.
Vérifiez les performances de la bande chauffante et la précision du thermocouple.
Surveillez la stabilité de la pression et de la température de la matière fondue.
Calibrage et refroidissement
Nettoyez les manchons de calibrage sous vide pour maintenir la précision dimensionnelle.
Vérifiez la température et le débit de l'eau de refroidissement.
Inspectez les dimensions du profil au démarrage et à intervalles réguliers.
Poste de bobinage
Vérifiez l'alignement du mandrin et l'état des roulements.
Vérifiez la largeur de recouvrement et la qualité de la soudure sur des tubes d'échantillon.
Calibrez l'angle de bobinage pour chaque diamètre et recette de profil.
Contrôle qualité
Mesurez le diamètre intérieur, le diamètre extérieur et l'épaisseur de la paroi des tubes.
Tester la rigidité annulaire selon la norme EN 1228 ou ASTM D2412.
Vérifier l'intégrité et l'uniformité des lignes de soudure.
Documenter les enregistrements de lot pour assurer la traçabilité.
Questions fréquemment posées
Quel est le diamètre maximum des tuyaux spiraux ondulés ?
Les machines standard de production de tuyaux à profil spiral produisent des tuyaux jusqu'à DN5000mm. Des équipements spécialisés peuvent produire des diamètres plus grands pour les applications de réservoirs, mais le DN5000mm couvre pratiquement tous les projets d'égouts et de drainage municipaux.
Le tuyau spiral ondulé peut-il utiliser des matériaux recyclés ?
Oui. Les systèmes de co-extrusion peuvent traiter du HDPE ou du PP recyclé dans les couches externes tout en conservant une couche interne en matière première pour des performances hydrauliques. Certaines conceptions utilisent jusqu'à 80 % de matériau recyclé dans les couches non structurelles.
Comment le tuyau spiral ondulé se compare-t-il au tuyau en béton ?
Le tuyau spiral ondulé est plus léger, plus résistant chimiquement et plus facile à manipuler que le tuyau en béton. Il peut réduire le temps d'installation et ne se corrode pas dans les environnements d'égouts agressifs. Pour des enfouissements très profonds ou des charges extrêmement lourdes, les ingénieurs doivent vérifier que la rigidité annulaire sélectionnée répond aux exigences du projet.
,Quelle est la vitesse de production typique pour le tuyau spiral côtelé?
La vitesse de production dépend du diamètre, de l'épaisseur de la paroi et de la conception du profil. Les tuyaux de petit diamètre (DN300 - DN600) peuvent être produits à plusieurs mètres par minute. Les tuyaux de grand diamètre (DN2000 - DN5000) sont produits plus lentement car chaque tuyau nécessite plus de matériau et un temps d'enroulement plus long.
Comment choisir entre le tuyau spiral côtelé et le tuyau côtelé double paroi?
Choisissez le tuyau spiral côtelé lorsque vous avez besoin de diamètres supérieurs à DN1200mm, de produire des réservoirs de stockage ou d'un machine capable de gérer une très large plage de diamètres. Choisissez le tuyau côtelé double paroi pour la production en grande quantité de petits diamètres (DN200 - DN1200) où la vitesse de production est la priorité.
Conclusion

Le tuyau spiral côtelé combine l'efficacité matérielle de la construction à paroi structurelle avec la flexibilité de diamètre de la technologie d'enroulement hélicoïdal. Du tuyau de drainage DN300mm aux collecteurs et réservoirs de stockage DN5000mm, ce type de tuyau sert les projets d'infrastructure qui exigent une haute rigidité annulaire, une résistance chimique et une longue durée de vie.
Comprendre le processus de fabrication, depuis l'extrusion et l'étalonnage du profil jusqu'au bobinage, au soudage et à la coupe, aide les acheteurs à évaluer l'équipement et à produire des tuyaux qui répondent aux normes internationales. Le choix entre le tuyau spiral corrugué et le tuyau double paroi corrugué dépend de la plage de diamètre, du volume de production et des exigences d'application.
Pour les fabricants qui cherchent à ajouter la capacité de production de tuyaux spiral corrugués, la bonne ligne de production dépend de la plage de diamètre cible, de la stratégie en matière de matériaux et des normes de qualité. Qingdao Yongke Machinery fabrique des équipements de production de tuyaux à profil spiral et de gaine CIPP depuis 2010 dans notre usine certifiée ISO à Qingdao, en Chine. Nous fournissons des lignes d'extrusion clé en main, une formation technique et un support continu aux producteurs de tuyaux dans le monde entier.
Prêt à configurer une ligne de production de tuyaux à profil spiral pour votre usine ? Contactez notre équipe commerciale pour demander un devis, planifier une visite virtuelle de l'usine ou discuter de vos exigences spécifiques en matière de diamètre et de production.
Publié récemment
-
Conception, évaluation et renouvellement des infrastructures d'eaux usées
29 juin 2026En mars 2023, une station d'épuration des eaux usées desservant 400 000 résidents dans le sud de l'Europe a subi une défaillance e Lire la suite
Lire la suite -
Conception, exploitation et réhabilitation des systèmes d'égouts combinés
29 juin 2026En août 2021, une seule tempête a déversé 175 mm de pluie sur une ville du Midwest américain en moins de 36 heures. Le vieux systè Lire la suite
Lire la suite -
Conception de systèmes de drainage souterrain : Guide pour les ingénieurs sur les solutions en tuyaux en HDPE/PP
29 juin 2026En juillet 2023, une seule tempête a déversé 180 mm de pluie sur une ville européenne de taille moyenne en 48 heures. Le réseau de Lire la suite
Lire la suite -
Conception des canalisations de drainage : Un guide pratique pour les systèmes municipaux et d'eaux pluviales
29 juin 2026En novembre 2023, un ingénieur municipal du Texas nommé Carlos Mendez a examiné les plans d'un nouveau égout pluvial le long d'un Lire la suite
Lire la suite

Contactez-nous
Produits recommandés
-
 Machine de revêtement en fibre de verre CIPPNégociableMOQ: 1 Set
Machine de revêtement en fibre de verre CIPPNégociableMOQ: 1 Set -
Machine de fabrication de réservoirs enroulés hélicoïdalement en HDPEUS$ 10MOQ: 1 Set
-
CIPP machine à doublure en verreNégociableMOQ: 1 Set
-
Machine de fabrication de revêtement en feutre CIPPNégociableMOQ: 1 Set
-
Machine de fabrication de tuyaux à paroi structurée pour l'admission et l'évacuation d'eau de mer en HDPE de grand diamètreNégociableMOQ: 1 Set





-
Machine de fabrication de revêtement en fibre de verre UV - CIPPUS$ 1000 - 110000MOQ: 10 Meters
-
Machine d'extrusion de tuyaux en HDPE / Ligne de production de tuyaux en PE à haut rendementNégociableMOQ: 1 Set
-
Ligne de production de tuyaux de revêtement en fibre de verre UV - CIPPUS$ 1000 - 110000MOQ: 1 Set
-
Machine de fabrication de tuyaux en paroi structurelle en spirale en HDPENégociableMOQ: 1 Set
-
Machine à tubes en spirale en HDPENégociableMOQ: 1 Set





-
Machine de réservoir en spirale en HDPENégociableMOQ: 1 Set
-
Krah Pipe MachineNégociableMOQ: 1 Set
-
Machine d'extrusion de tuyaux en plastique HDPE, PVC et PPR, Ligne d'extrusionNégociableMOQ: 1 Set
-
Ligne de production d'extrusion de tuyaux en PVC pour conduits électriques et tuyaux d'alimentation en eauNégociableMOQ: 1 Set
-
Ligne d'extrusion de tuyaux cannelés à paroi unique à la vente à grande vitesse et à un prix concurrentielNégociableMOQ: 1 Set





-
HDPE Krah profild pipe machineUS$ 10000MOQ: 1 Set
-
Machine de perçage de trous CNC pour réservoir en plastiqueUS$ 10000MOQ: 1 Set
-
Ligne d'extrusion de tuyaux ondulés à double paroiNégociableMOQ: 1 Set
-
Ligne d'extrusion de tuyaux ondulés monocouchesNégociableMOQ: 1 Set
-
Machine de fabrication de tubes de revêtement CIPP d'inversionNégociableMOQ: 1 Set





