

Спирально- гофрированный трубопровод: Производство, Применение и Руководство по Оборудованию
Спирально- гофрированная труба представляет собой трубу со структурной стенкой, выполненную путём спиральной намотки extruded HDPE или PP профильной ленты на вращающийся оправку. Профильная лента содержит полые камеры или гофры, которые создают кольцевую жёсткость при использовании меньшего количества материала, чем у трубы с сплошной стенкой того же диаметра. Эти трубы изготавливаются от DN300 мм до DN5000 мм и применяются для канализации, сточных вод, дренажа и промышленного хранения по всему миру.
Многие менеджеры по закупкам и подрядчики, услышав «спирально- гофрированная труба», сразу представляют двустворчатую гофрированную трубу. Эти два термина не взаимозаменяемы. Технологический процесс изготовления, диапазон диаметров и структурное поведение существенно различаются. Выбор неверной спецификации может привести к тому, что на проекте будут использованы трубы, не соответствующие требованиям по нагрузке, или оборудование, которое не может производить требуемые диаметры.
В этом руководстве объясняется, что такое спирально- гофрированная труба, как она изготавливается, где используется и что нужно учитывать при выборе производственного оборудования. В конце вы поймёте, как технология спирально- гофрированных труб сочетается с двустворчатыми гофрированными трубами и альтернативами с сплошной стенкой, и будете знать, какие вопросы нужно задать поставщику оборудования перед тем, как принять решение о покупке производственной линии.
Основные выводы
Спирально гофрированная труба использует спирально намотанную профилированную полосу с полыми камерами для обеспечения высокой кольцевой жесткости при диаметрах от DN300 мм до DN5000 мм.
Она отличается от двустворчатой гофрированной трубы по методу производства, максимальному диаметру и геометрии конструкционной стенки.
Основными материалами являются ПЭВУ и ПП, при этом ПП-HM позволяет создавать более тонкие стенки и обеспечивает более высокие показатели жесткости.
Общие области применения включают муниципальные канализационные и дренажные системы, управление сточными водами и промышленные химические резервуары для хранения.
Выбор правильной машины для производства спирально профилированных труб требует согласования производительности экструдера, геометрии головки пресс-формы и возможностей намоточного поста с целевым диаметром и производительностью.
Что такое спирально гофрированная труба?

Спирально профилированная труба состоит из непрерывной конструкционной стенки, образованной путем намотки профилированной полосы по спирали вокруг оправки. Каждый виток перекрывает предыдущий, и перекрытие сваривается, чтобы создать монолитную стенку трубы. Самая профилированная полоса содержит полые секции, часто называемые гофрами или камерами, которые придают трубе кольцевую жесткость без веса материала сплошной стенки.
Термин "спирально- гофрированная труба" может относиться к двум взаимосвязанным концепциям:
Спирально- профильная труба с гофрированной наружной стенкой: Видная наружная поверхность имеет спиральный гофрированный узор, созданный обмотанным профильным полосом. Это классическая труба типа Крах или спирально- обмотанная труба со структурной стенкой.
Спирально- обмотанная труба с гофрированным внутренним футляром: Некоторые конструкции используют внутреннюю гофрированную трубку в качестве формообразующего сердечника или структурного футляра, на который намотываются дополнительные слои.
В Qingdao Yongke Machinery наша производственная линия для производства HDPE/PP спирально- профильных труб обрабатывает оба подхода в диапазоне от DN300мм до DN5000мм. Та же технология намотки может производить трубы с гладкой внутренней поверхностью и гофрированным наружным профилем, или трубы с гофрированными внутренними трубками для специализированных применений.
Основным преимуществом спирально- гофрированной конструкции является экономия материала. Труба DN1200мм SN8 может обеспечить требуемую кольцевую жесткость при существенно меньшем количестве полимера, чем у однотонной HDPE- трубы эквивалентного диаметра. Уменьшенный вес снижает стоимость материалов, упрощает обращение и снижает транспортные расходы, что особенно важно для инфраструктурных проектов большого диаметра.
Спирально- гофрированный трубопровод против двухстенной гофрированной трубы
Похожесть в названиях вызывает путаницу. Оба типа труб используют полые стенки для улучшения соотношения жесткости к весу. Обе используются в дренажных и канализационных системах. Однако процесс производства и диапазон размеров очень различаются.
Метод производства
Двухстенная гофрированная труба изготавливается на непрерывной экструзионной линии. Коэкструзионная матрица формирует гладкую внутреннюю стенку и гофрированную наружную стенку одновременно. Гофрированная наружная стенка формируется методом вакуумного формообразования или выдува по гофрированному блок - форме. Этот процесс быстр и эффективен для меньших диаметров, обычно от DN200 мм до DN1200 мм.
Спирально- гофрированный трубопровод, напротив, изготавливается путем намотки предварительно экструдированной профилированной полосы на оправку. Диаметр трубы увеличивается по мере вращения оправки, что позволяет получать гораздо большие диаметры. Однако, производство очень больших труб идет медленнее, так как каждая труба наматывается отдельно, а не экструдируется непрерывно.
Диапазон диаметров
Линии производства двухстенных гофрированных труб обычно охватывают диаметры от DN200 мм до DN1200 мм. Некоторые специализированные линии могут достичь диаметров DN1500 мм или DN2000 мм, но на стандартном оборудовании для экструзии гофрированных труб производство труб с диаметрами выше DN1200 мм становится все более сложным.
Машины для производства спиральных профильных труб обычно производят трубы диаметром от DN300 мм до DN5000 мм. Это делает спиральную технологию практичным выбором для магистральных канализационных труб большого диаметра, перехватных труб, сточных труб и промышленных резервуаров.
Структура стенки
В двухстенной гофрированной трубе внутренняя и наружная стенки экструдируются в виде параллельных цилиндров, а гофрированная наружная стенка обеспечивает жесткость. Гофры расположены перпендикулярно оси трубы.
В спиральной профильной трубе конструктивная стенка представляет собой одиночную спиральную намотку. Пустотелые камеры в профильной полосе следуют по спирали. Эта спиральная конструкция обеспечивает трубе отличную кольцевую жесткость и определенную продольную гибкость, что может быть полезно при монтаже в местах, где ожидаются смещения грунта.
| Параметр | Спирально- гофрированная труба | Двухстенная гофрированная труба |
|---|---|---|
| Производство | Спиральная намотка профилированной полосы | Постоянное совместное экструдирование и вакуумное формование |
| Типичный диапазон диаметров | DN300мм до DN5000мм | DN200мм до DN1200мм |
| Максимальный диаметр | До DN5000мм+ | Обычно DN1500мм - DN2000мм |
| Геометрия стенки | Спирально- гофрированная конструктивная стенка | Гладкая внутренняя стенка, кольцевая гофрированная наружная стенка |
| Основные материалы | HDPE, PP, PP - HM | HDPE, PP |
| Наилучшие области применения | Большие канализационные системы, перехватные сооружения, резервуары | Соединения домов, коллекторы, дренаж |
Если ваши проекты предполагают диаметры ниже DN1200мм и приоритетом является высокая производительность, то экструзионная линия для гофрированных труб из ПП высокой скорости может быть более выгодным инвестиционным решением. Если вам нужны диаметры выше DN1200мм или вы производите резервуары для хранения, то машина для производства спиралевидных профильных труб - более универсальный выбор.
Как изготавливается гофрированная спиральная труба
Полностью автоматизированная линия производства спиральных профилированных труб интегрирует несколько подсистем. Каждая стадия должна быть точно контролируемой, чтобы обеспечить постоянную толщину стенки, кольцевую жесткость и точность размеров.
1. Подготовка материалов и экструзия
Процесс начинается с полиэтилена высокой плотности (HDPE) или полипропилена (PP), обычно PE100 для применений с HDPE или PP-HM для обеспечения более высокой жесткости. В конструкциях с коэкструзией можно использовать переработанный материал, часто в наружных слоях, в то время как внутренний слой использует чистый материал для сохранения гидравлических характеристик.
Полиэтилен или полипропилен подается в одношнековый экструдер, размер которого определяется целевым выходом. Для труб диаметром DN300 - DN1200 мм обычно используют экструдеры размером от 90 мм до 120 мм. Для труб диаметром DN2000 - DN5000 мм могут потребоваться экструдеры размером 150 мм или более. Экструдер плавит и гомогенизирует полимер, а затем подает его в головку экструдера при контролируемой температуре и давлении.
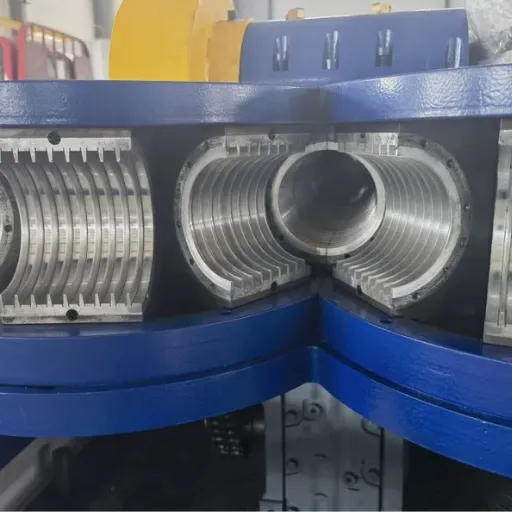
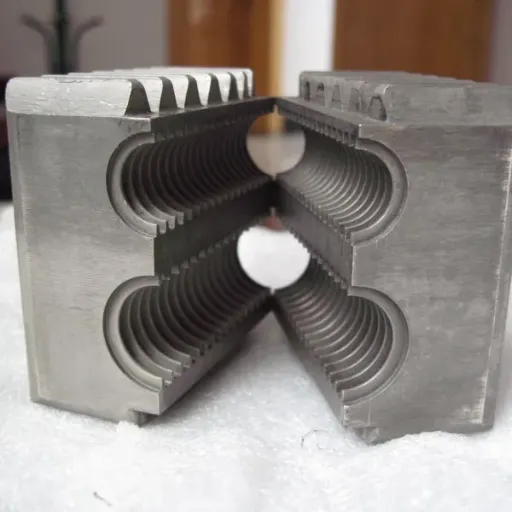
2. Формирование профилированной полосы
Головка экструдера формирует расплавленный полимер в профилированную полосу с заданным поперечным сечением. Для спиральных профилированных труб профиль включает полые камеры, которые станут конструктивными ребрами трубы. Геометрия головки экструдера определяет:
Толщина стенки профилированной полосы
Высота и ширина гофр
Толщина внутренних и наружных стенок профиля
Количество и форма полых камер
Сразу после выхода из матрицы горячий профиль проходит через вакуумную калибровочную втулку и водяную охлаждающую ванну. Калибровочная втулка фиксирует размеры профиля, пока наружная поверхность затвердевает. Точное охлаждение является критически важным: если профиль охлаждается слишком быстро, остаточные напряжения могут вызвать искривление; если слишком медленно, профиль может деформироваться до намотки.
3. Намотка и сварка
Охлажденная профилированная полоса подается на вращающийся оправку под контролируемым спиральным углом. Это определяющий этап производства спирально- гофрированных труб. Диаметр оправки определяет внутренний диаметр готовой трубы.
По мере вращения оправки профилированная полоса наматывается по спирали. Каждый виток перекрывает предыдущий на контролируемую ширину. Нагревательный элемент в зоне перекрытия нагревает обе поверхности до температуры плавления, а давление от намоточного усилия создает сварной шов. В результате получается непрерывная несущая стенка с спиральными гофрами.
Критические параметры намотки включают:
Скорость вращения оправки: должна быть синхронизирована с производительностью экструдера и скоростью подачи профилированной ленты.
Угол намотки: обычно от 55 до 75 градусов, в зависимости от диаметра трубы и конструкции профиля.
Ширина наложения: обеспечивает достаточную прочность сварки между витками.
Температура и давление при сварке: должны быть достаточными для сварки без деградации полимера.
В Qingdao Yongke Machinery наша самостоятельно разработанная вторая система нагрева улучшает этот этап производства больших по диаметру гофрированных спиральных труб. Система обеспечивает более быстрый и стабильный нагрев зоны наложения, сокращая время цикла, при этом поддерживая равномерный поток расплава и точность профиля.
4. Режка и транспортировка
Когда труба достигает заданной длины, автоматическая режущая установка разрезает ее, в то время как намотка продолжается на новой оправке. Летающие пильные станки позволяют производить трубы без остановки линии. С последующего оборудования готовая труба снимается с оправки и передается на систему складирования или транспортировки.
Сценарий производства: Производитель труб в Юго-Восточной Азии должен был поставить канализационные трубы DN1800мм SN8 для муниципального проекта по строительству коллекторных каналов. Их существующая линия производства двухстенных гофрированных труб имела максимальный размер DN1200мм.
После установки линии производства спиральных профильных труб с экструдером диаметром 120мм и возможностью регулировки оправки до диаметра DN2000мм они начали производить трубы нужного диаметра на собственном предприятии. Срок поставки заказчику сократился с 14 недель до 5 недель, а расход материала на метр уменьшился примерно на 30% по сравнению с цельностенными трубами, которые они рассматривали для импорта.
Применения и отрасли
Спиральные гофрированные трубы используются на рынках, где требуются крупноразмерные пластиковые трубы для закапывания или контейнерных применений. Эффективность использования материала и диапазон диаметров делают их подходящими для проектов, в которых иначе использовались бы бетонные, чугунные или стеклопластиковые трубы.
Местные канализационные и дренажные системы
Самый крупный сегмент применения - это муниципальная инфраструктура. Спиральные гофрированные трубы используются для:
Трубопроводы магистральных канализационных систем и перехватные каналы
Системы сбора и задержки сточных вод
Проекты перелива комбинированной канализации
Дренаж автомобильных дорог и аэропортов
Классы кольцевой жесткости от SN4 до SN16 позволяют инженерам подобрать трубу в соответствии с глубиной укладки и нагрузкой от транспорта. Гладкая внутренняя стенка обеспечивает отличные гидравлические характеристики, в то время как гофрированная наружная стенка распределяет нагрузки от грунта и живых нагрузок.
Хранение промышленных химических веществ
Помимо укладываемых в землю труб, та же технология спиральной навивки используется для производства спиральных резервуаров из HDPE для хранения химических веществ. Коррозионная стойкость HDPE и PP делает эти резервуары подходящими для кислот, щелочей и других агрессивных сред. Диаметр резервуаров может превышать 5 метров, и при навивке можно интегрировать индивидуальные фитинги.
Сельское хозяйство и свалки
Сельскохозяйственные применения включают оросительные резервуары, хранение навоза и дренаж. В проектах по созданию свалок используются крупно диаметральные гофрированные спиральные трубы для сбора фильтрата и вывода газов. Химическая стойкость и длительный срок службы HDPE важны в этих условиях.
Системы водоснабжения и противопожарные колодцы
Хотя гофрированный спиральный трубы используются реже, чем в канализационных системах, они применяются для низконапорных водопроводных линий, противопожарных резервуаров и обсадных труб скважин. При необходимости обеспечения давления требуются специальные системы соединений и прокладки.
Пример проекта: Подрядчик в Северной Африке столкнулся с жесткими сроками выполнения проекта системы задержки дождевой воды. Конструкция предусматривала использование труб диаметром DN2500 мм в прибрежной зоне с агрессивной соленой грунтовой водой. Для установки бетонных труб потребовалось бы тяжелое подъемное оборудование и антикоррозионная защита. Подрядчик выбрал гофрированный спиральный трубы из ПЭВ, что сокращало время монтажа, устраняло проблемы с коррозией и позволяло выполнять на месте резку и тепловую сварку соединений без специального оборудования.
Технические характеристики и стандарты

При определении или покупке спирально-фигурных труб инженеры оценивают несколько ключевых параметров. Те же параметры помогают производителям выбирать оборудование.
Диапазон диаметров
Спирально- гофрированная труба доступна в диапазоне от DN300 мм до DN5000 мм. Трубы с меньшими диаметрами (DN300 - DN800) конкурируют с двухстенной гофрированной трубой. Средние диаметры (DN800 - DN2000) являются оптимальным вариантом для спиралевой технологии. Трубы с большими диаметрами (DN2000 - DN5000) почти исключительно изготавливаются методом спиралевой намотки.
Кольцевая жесткость
Кольцевая жесткость показывает сопротивление внешней деформации. Общие показатели включают:
SN4 / PS 46: Легкие применения, мелкое укладка
SN8 / PS 115: Стандартные муниципальные канализационные применения
SN16 / PS 230: Глубокая укладка, интенсивный транспорт или промышленная нагрузка
Достижимая кольцевая жесткость зависит от профиля, модуля материала и точности намотки. PP - HM позволяет достичь более высокой жесткости с более тонкими стенками, чем стандартный HDPE.
Марки материалов
HDPE PE80/PE100: Отличная химическая стойкость и твердость; распространены для канализации и дренажа.
PP: Более высокая жесткость и термостойкость, чем у HDPE.
PP-HM (High Modulus Polypropylene): Позволяет создавать более тонкие стенки и имеет более высокие показатели кольцевой жесткости.
Системы соединений
Спирально гофрированная труба может использовать несколько типов соединений:
Электросварные втулочные соединения: Широко используются в системах на основе HDPE
Резиновые уплотнительные кольца с нажимным соединением: Быстрая установка в системах с гравитационным потоком
Экструзионная сварка: Изготовление фитингов и ремонт на месте
Фланцевые соединения: Для танков и промышленных применений
Применяемые стандарты
Изготовленная труба должна соответствовать соответствующим стандартам продукции. Общие ссылки включают:
EN 13476: Европейский стандарт для пластиковых трубных систем с структурированными стенками
ASTM F894: Американский стандарт для полиэтиленовых труб с профильной стенкой и фитингов
ISO 21138: Международный стандарт для пластиковых трубных систем для безнапорного подземного дренажа и канализации
Производители машин должны проектировать оборудование с учетом этих стандартов. В Qingdao Yongke Machinery наша фабрика имеет сертификаты ISO 9001, ISO 14001 и ISO 45001, а наша техника имеет маркировку CE для европейского рынка.
Выбор правильной машины для производства гофрированных спиральных труб
Покупка производственной линии для профилированных спиральных труб - это важное решение, которое должно соответствовать вашему проекту, стратегии использования материалов и целям по производству. Следующие факторы определяют правильную конфигурацию.
Целевой диаметр и кольцевая жесткость
Начните с диапазона диаметров и показателей жесткости, которые вам нужно произвести. Машина, настроенная на производство труб диаметром DN300 - DN1200 мм, не будет экономически эффективно производить трубы диаметром DN4000 мм, и наоборот. Размер оправки, геометрия намоточного поста и производительность экструдера должны соответствовать целевому диаметру.
Профильная головка пресс-формы должна быть разработана для геометрии гофрирования, которая обеспечивает ваш целевой показатель SN. Некоторые поставщики предлагают сменные наборы пресс-форм для различных профилей.
Вместимость экструдера
Размер экструдера обычно выражается в диаметре шнека и выходе в килограммах в час. Для спиралеобразных профильных труб экструдер должен обеспечивать достаточное количество расплава для формирования профиля ленты с требуемой производительностью. Линия DN800mm SN8 может потребовать 200 - 300 кг/час, в то время как линия DN3000mm может потребовать 800 кг/час или более.
Гибкость материалов
Если вы планируете обрабатывать как HDPE, так и PP, убедитесь, что конструкция шнека экструдера, температура головки пресс-формы и калибровочные системы подходят для обоих материалов. Некоторые машины требуют замены шнека или пресс-формы при переключении материалов. Возможность коэкструзии важна, если вы хотите использовать переработанный материал в наружных слоях.
Управление и автоматизация
Современные машины для производства спиралеобразных профильных труб используют системы управления на основе ПЛК с сенсорными интерфейсами HMI. Полезные функции включают:
Хранение рецептов для различных спецификаций труб
Реальное время мониторинг температуры, давления и скорости экструзии
Автоматическая регулировка диаметра оправки
Запись производственных данных
Возможность дистанционного диагностирования
Послепродажная поддержка
Производственная линия требует установки, пуско-наладки, обучения операторов и постоянной поддержки запасными частями. Уважаемые поставщики предоставляют техническую документацию, дистанционную поддержку и быструю отправку запасных частей.
В Qingdao Yongke Machinery мы настраиваем каждую линию по производству спиральных профильных труб в соответствии с целевым диапазоном диаметров, материалом и требованиями к производительности заказчика. Наша инженерная команда обеспечивает надзор за установкой, обучение операторов и пожизненную техническую поддержку. Чтобы обсудить ваш проект, свяжитесь с г-ном Чжоу Маожэнь по адресу machinery@eaglegroup.cn или в WhatsApp +86-13583232887.
Обслуживание и контроль качества
Постоянное качество гофрированных спиральных труб зависит от контроля процесса и профилактического обслуживания. Производители должны установить следующие процедуры.
,Обслуживание экструдера
Периодически проверять износ шнека и цилиндра.
Очищать головки матрицы при смене материалов или цветов.
Проверять работоспособность нагревательных колец и точность термопар.
Мониторить стабильность давления и температуры расплава.
Калибровка и охлаждение
Очищать вакуумные калибровочные втулки для сохранения точности размеров.
Проверять температуру и расход охлаждающей воды.
Проверять размеры профиля при запуске и с регулярными интервалами.
Станция намотки
Проверять выравнивание оправки и состояние подшипников.
Проверять ширину наложения и качество сварки на образцах труб.
Калибровать угол намотки для каждого диаметра и рецепта профиля.
Контроль качества
Измерять внутренний диаметр, наружный диаметр и толщину стенки трубы.
Проверка жесткости кольца в соответствии с EN 1228 или ASTM D2412.
Проверка сварных швов на полноту и равномерность.
Документирование партиных записей для отслеживания.
Часто задаваемые вопросы
Какой максимальный диаметр у гофрированного спирального труба?
Стандартные машины для производства спирально- профилированных труб производят трубы до DN5000 мм. Специальное оборудование может производить трубы большего диаметра для применения в резервуарах, но DN5000 мм охватывает практически все муниципальные канализационные и дренажные проекты.
Можно ли использовать переработанный материал для гофрированного спирального труба?
Да. Системы коэкструзии могут обрабатывать переработанный HDPE или PP в наружных слоях, сохраняя при этом чистый внутренний слой для гидравлических характеристик. Некоторые конструкции используют до 80% переработанного материала в несущих слоях.
Как сравнить гофрированный спиральный труба с бетонной трубой?
Гофрированный спиральный труба легче, более химически стойкий и легче в обращении, чем бетонная труба. Он может сократить время монтажа и не подвержен коррозии в агрессивных канализационных средах. Для очень глубокого укладки или чрезвычайно тяжелых нагрузок инженеры должны проверить, что выбранная жесткость кольца соответствует требованиям проекта.
Какова типичная скорость производства гофрированных спиральных труб?
Скорость производства зависит от диаметра, толщины стенки и дизайна профиля. Трубы малого диаметра (DN300 - DN600) могут быть произведены со скоростью нескольких метров в минуту. Трубы большого диаметра (DN2000 - DN5000) производятся медленнее, так как каждая труба требует больше материала и больше времени на навивку.
Как выбрать между гофрированной спиральной трубой и двухстенной гофрированной трубой?
Выберите гофрированную спиральную трубу, если вам нужны диаметры выше DN1200 мм, вы производите резервуары или вам нужна машина, способная обрабатывать очень широкий диапазон диаметров. Выберите двухстенную гофрированную трубу для крупносерийного производства труб малого диаметра (DN200 - DN1200), когда приоритетом является скорость производства.
Заключение

Гофрированная спиральная труба сочетает эффективность использования материала в конструкции структурной стенки с гибкостью по диаметру технологии спиральной навивки. От дренажных труб диаметром DN300 мм до перехватчиков и резервуаров диаметром DN5000 мм, этот тип труб служит инфраструктурным проектам, которые требуют высокой кольцевой жесткости, химической стойкости и долгой службы.
Понимание процесса производства, от экструзии и калибровки профиля до намотки, сварки и резки, помогает покупателям оценивать оборудование и производить трубы, соответствующие международным стандартам. Выбор между гофрированной спиральной трубой и двухстенной гофрированной трубой зависит от диапазона диаметров, объема производства и требований применения.
Для производителей, которые хотят добавить возможность производства гофрированных спиральных труб, правильная производственная линия зависит от целевого диапазона диаметров, стратегии использования материалов и стандартов качества. Qingdao Yongke Machinery производит спиральные профилированные трубы и оборудование для CIPP-лайнеров с 2010 года на своей сертифицированной по ISO фабрике в городе Циньдао, Китай. Мы предоставляем комплексные экструзионные линии, техническое обучение и постоянную поддержку для производителей труб по всему миру.
Готовы настроить производственную линию для спиральных профилированных труб для своего предприятия? Свяжитесь с нашей отделом продаж, чтобы запросить коммерческое предложение, запланировать видеотур по заводу или обсудить ваши конкретные требования по диаметру и производительности.
Недавно опубликовано
-
Проектирование, оценка и обновление инфраструктуры для сточных вод
29 июня 2026 г.В марте 2023 года очистная станция, обслуживающая 400 000 жителей Южной Европы, столкнулась с последовательным отключением оборудо Подробнее
Подробнее -
Проектирование, эксплуатация и восстановление комбинированной канализационной системы
29 июня 2026 г.В августе 2021 года единичная буря вылила 175 мм осадков на город в средней части США за менее чем 36 часов. Старый комплексный ка Подробнее
Подробнее -
Проектирование подземной системы дренажа: Руководство инженера по решениям с трубами из ПЭВУ/ПП
29 июня 2026 г.В июле 2023 года единичная буря выкинула 180 мм осадков на средний европейский город за 48 часов. Городская сеть водоотведения, по Подробнее
Подробнее -
Дизайн дренажных труб: практическое руководство для муниципальных и дождевых водоотводных систем
29 июня 2026 г.В ноябре 2023 года муниципалитетский инженер из Техаса по имени Карлос Мендес рассмотрел планы на новый дождевой канализационный с Подробнее
Подробнее

Свяжитесь с нами
Рекомендуемые продукты
-
 Машина для прокладки стекловолоконного трубопровода CIPPДоговороспособныйMOQ: 1 Set
Машина для прокладки стекловолоконного трубопровода CIPPДоговороспособныйMOQ: 1 Set -
Машина для изготовления HDPE винтовых баковUS$ 10MOQ: 1 Set
-
Машина для изготовления стеклянных вставок CIPPДоговороспособныйMOQ: 1 Set
-
Машина для производства CIPP волокнистого футляраДоговороспособныйMOQ: 1 Set
-
Машина для изготовления труб с структурированной стенкой для морского водозабора и стока большего диаметра из ПЭВУДоговороспособныйMOQ: 1 Set





-
Установка для производства стекловолокнистых труб UV-CIPPUS$ 1000 - 110000MOQ: 10 Meters
-
Машина для экструзии труб из HDPE / Линия по производству труб из ПЭ с высокой производительностьюДоговороспособныйMOQ: 1 Set
-
Линия производства стволов стекловолоконного футляра UV - CIPPUS$ 1000 - 110000MOQ: 1 Set
-
Машина для производства HDPE труб с спиральной структурной стенкойДоговороспособныйMOQ: 1 Set
-
Машина для производства HDPE спиральных трубДоговороспособныйMOQ: 1 Set





-
HDPE спиральный танковый станокДоговороспособныйMOQ: 1 Set
-
Krah Pipe MachineДоговороспособныйMOQ: 1 Set
-
Пластиковая машина для экструзии труб из HDPE, PVC, PPR и линия экструзииДоговороспособныйMOQ: 1 Set
-
Линия экструзии ПВХ-труб для электропроводки и водопроводных трубДоговороспособныйMOQ: 1 Set
-
Горячее предложение: Линия экструзии одностенной гофрированной трубы по конкурентоспособной ценеДоговороспособныйMOQ: 1 Set





-
Машина для производства HDPE Krah профильных трубUS$ 10000MOQ: 1 Set
-
Пластиковый резервуар, ЧПУ-обработка отверстий станокUS$ 10000MOQ: 1 Set
-
Линия экструзии двухстенных гофрированных трубДоговороспособныйMOQ: 1 Set
-
Линия экструзии одностенных гофрированных трубДоговороспособныйMOQ: 1 Set
-
Машина для производства инверсионных труб CIPPДоговороспособныйMOQ: 1 Set





