

Korrigiertes Spiralrohr: Herstellung, Anwendungen und Anlagenhandbuch
Ein gewelltes Spiralrohr ist ein Strukturwandrohr, das durch spiralförmiges Wickeln eines extrudierten HDPE- oder PP-Profilelements auf einen rotierenden Dorn hergestellt wird. Das Profilelement enthält Hohlkammern oder Wellen, die eine Ringsteifigkeit erzeugen, während weniger Material verwendet wird als bei einem Vollwandrohr gleichen Durchmessers. Diese Rohre werden im Durchmesserbereich von DN300 mm bis DN5000 mm hergestellt und werden weltweit für kommunale Abwasser-, Regenwasser-, Entwässerungs- und industrielle Lagerungsanwendungen eingesetzt.
Viele Beschaffungsmanager und Auftragnehmer hören das Wort "gewelltes Spiralrohr" und stellen sich sofort ein doppelwandiges Wellrohr vor. Die beiden Begriffe sind nicht austauschbar. Das Herstellungsverfahren, der Durchmesserbereich und das strukturelle Verhalten unterscheiden sich erheblich. Die Wahl der falschen Spezifikation kann dazu führen, dass ein Projekt mit Rohren ausgestattet ist, die die Belastungsanforderungen nicht erfüllen, oder mit einer Ausrüstung, die die erforderlichen Durchmesser nicht herstellen kann.
Dieser Leitfaden erklärt, was ein gewelltes Spiralrohr ist, wie es hergestellt wird, wo es eingesetzt wird und worauf Sie beim Auswählen der Produktionsausrüstung achten sollten. Am Ende werden Sie verstehen, wie die Technologie der gewellten Spiralrohre neben doppelwandigen Wellrohren und Vollwandalternativen steht, und Sie werden wissen, welche Fragen Sie einem Maschinenlieferanten stellen sollten, bevor Sie sich für eine Produktionslinie entscheiden.
Wichtige Erkenntnisse
Ein gewelltes Spiralrohr verwendet ein wendelförmig gewickeltes Profilband mit Hohlkammern, um eine hohe Ringsteifigkeit bei Durchmessern von DN300 mm bis DN5000 mm zu erzielen.
Es unterscheidet sich vom doppelwandigen Wellrohr in der Herstellungsmethode, dem maximalen Durchmesser und der Strukturwandgeometrie.
HDPE und PP sind die Hauptmaterialien, wobei PP - HM dünnere Wände und höhere Steifigkeitswerte ermöglicht.
Übliche Anwendungen umfassen kommunale Abwasser- und Entwässerungssysteme, Regenwassermanagement und industrielle Chemikaliespeichertanks.
Die Auswahl der richtigen Spiralprofilrohrmaschine erfordert die Abstimmung der Extruderkapazität, der Düsenkopfgeometrie und der Wickelstationskapazität auf Ihren gewünschten Durchmesser und die gewünschte Leistung.
Was ist ein gewelltes Spiralrohr?

Ein Spiralprofilrohr besteht aus einer durchgehenden Strukturwand, die durch wendelförmiges Wickeln eines profilierten Bandes um einen Dorn gebildet wird. Jede Windung überlappt die vorherige, und die Überlappung wird verschweißt, um eine einstückige Rohrwand zu bilden. Das Profilband selbst enthält Hohlabschnitte, die oft als Wellungen oder Kammern bezeichnet werden, die dem Rohr seine Ringsteifigkeit verleihen, ohne das Materialgewicht einer massiven Wand.
Der Begriff "gewelltes Spiralrohr" kann sich auf zwei verwandte Konzepte beziehen:
Spiralprofilrohr mit gewellter Außenwand: Die sichtbare äußere Oberfläche zeigt ein spiralförmiges Wellmuster, das durch das gewickelte Profilband erzeugt wird. Dies ist das klassische Krah-Typ- oder spiralförmig gewickelte Strukturwandrohr.
Spiralförmig gewickeltes Rohr mit gewellter Innenauskleidung: Einige Designs verwenden ein inneres gewelltes Rohr als Formdorn oder strukturelle Auskleidung, über das zusätzliche Schichten gewickelt werden.
Bei Qingdao Yongke Machinery kann unsere HDPE/PP-Spiralprofilrohr-Produktionslinie beide Ansätze im Bereich von DN300mm bis DN5000mm verarbeiten. Die gleiche Wickeltechnologie kann Rohre mit glatten Innenoberflächen und gewellten Außenprofilen oder Rohre mit gewellten Innenrohren für spezielle Anwendungen herstellen.
Der Hauptvorteil des gewellten Spiraldesigns ist die Materialeffizienz. Ein DN1200mm-SN8-Rohr kann die erforderliche Ringsteifigkeit mit wesentlich weniger Polymer erreichen als ein massivwandiges HDPE-Rohr gleichen Durchmessers. Das reduzierte Gewicht senkt die Materialkosten, vereinfacht die Handhabung und verringert die Transportkosten, was besonders wichtig für Großdurchmesser-Infrastrukturprojekte ist.
Wellrohrspirale vs. Doppelmantel-Wellrohr
Die Ähnlichkeit der Namen verursacht Verwirrung. Beide Rohrtypen nutzen Hohlwandstrukturen, um das Steifigkeits-Gewichts-Verhältnis zu verbessern. Beide werden in Entwässerungs- und Abwassersystemen eingesetzt. Allerdings unterscheiden sich das Herstellungsverfahren und der Größenbereich stark.
Herstellungsverfahren
Doppelmantel-Wellrohre werden auf einer kontinuierlichen Extrusionsstraße hergestellt. Ein Koextrusionswerkzeug formt gleichzeitig eine glatte Innenwand und eine gewellte Außenwand. Die gewellte Außenwand wird durch Vakuumformung oder Blasformen an einem gewellten Formblock geformt. Dieser Prozess ist für kleinere Durchmesser, typischerweise DN200mm bis DN1200mm, schnell und effizient.
Spiralprofilrohre werden im Gegensatz dazu hergestellt, indem ein vorgeformtes Profilband auf einen Dorn gewickelt wird. Der Rohrdurchmesser wächst, während sich der Dorn dreht, was viel größere Durchmesser ermöglicht. Der Nachteil ist eine langsamere Produktionsgeschwindigkeit für sehr große Rohre, da jedes Rohr individuell gewickelt wird, anstatt kontinuierlich extrudiert zu werden.
Durchmesserbereich
Doppelwandige Wellrohrleitungen umfassen in der Regel DN200mm bis DN1200mm. Einige spezialisierte Leitungen erreichen DN1500mm oder DN2000mm, aber Durchmesser über DN1200mm werden auf herkömmlichen Wellrohr-Extrusionsanlagen zunehmend schwierig herzustellen.
Spiralprofilrohrmaschinen produzieren routinemäßig Rohre von DN300mm bis DN5000mm. Dies macht die Spiraltechnologie zur praktischen Wahl für Großdurchmesser-Hauptkanäle, Abfangleitungen, Ausläufe und industrielle Speichertanks.
Wandstruktur
Bei doppelwandigen Wellrohren werden die Innen- und Außenwände als parallele Zylinder extrudiert, wobei die gewellte Außenwand die Steifigkeit gewährleistet. Die Wellen verlaufen senkrecht zur Rohrachse.
Bei Spiralprofilrohren ist die Strukturwand eine einzelne schraubenförmige Wicklung. Die Hohlkammern im Profilstreifen folgen der Spiralrichtung. Diese schraubenförmige Konstruktion verleiht dem Rohr eine ausgezeichnete Ringsteifigkeit und eine gewisse Längsflexibilität, was bei Installationen, bei denen Bodenbewegungen erwartet werden, von Vorteil sein kann.
| Parameter | Geripptes Spiralrohr | Doppelwandiges Wellrohr |
|---|---|---|
| Herstellung | Schraubenförmiges Wickeln von Profilbändern | Kontinuierliche Koextrusion und Vakuumformung |
| Typischer Durchmesserbereich | DN300mm bis DN5000mm | DN200mm bis DN1200mm |
| Maximaler Durchmesser | Bis zu DN5000mm+ | Typischerweise DN1500mm - DN2000mm |
| Wandgeometrie | Schraubenförmig gewellte Strukturwand | Glanze Innenwand, ringförmig gewellte Außenwand |
| Hauptmaterialien | HDPE, PP, PP-HM | HDPE, PP |
| Beste Anwendungen | Große Abwasserrohre, Abschnürleitungen, Tanks | Hausanschlüsse, Sammelleitungen, Entwässerung |
Wenn Ihre Projekte unterhalb von DN1200mm bleiben und eine hohe Produktionsleistung priorisieren, kann eine Hochgeschwindigkeits-PP-Wellrohr-Extrusionslinie die bessere Investition sein. Wenn Sie Durchmesser über DN1200mm benötigen oder Speichertanks herstellen, ist eine Spiralprofilrohrmaschine die vielseitigere Wahl.
Wie Wellrohre mit spiralförmigem Profil hergestellt werden
Eine vollständige Produktionslinie für spiralförmige Profilrohre integriert mehrere Teilsysteme. Jede Stufe muss präzise kontrolliert werden, um eine gleichmäßige Wandstärke, Ringsteifigkeit und Maßgenauigkeit zu gewährleisten.
1. Materialvorbereitung und Extrusion
Der Prozess beginnt mit HDPE- oder PP-Harz, typischerweise PE100 für HDPE-Anwendungen oder PP-HM für höhere Steifigkeit. Recyclingmaterial kann in Koextrusionsdesigns, oft in den Außenlagen, eingesetzt werden, während die Innenlage aus Neumaterial besteht, um die hydraulischen Eigenschaften aufrechtzuerhalten.
Das Harz wird in einen Einwellenextruder gefördert, dessen Größe auf die gewünschte Produktionsmenge abgestimmt ist. Für Rohre mit DN300 - DN1200 mm ist ein Extruder mit 90 mm bis 120 mm Durchmesser üblich. Für Rohre mit DN2000 - DN5000 mm können Extruder mit 150 mm oder größer erforderlich sein. Der Extruder schmilzt und homogenisiert das Polymer und liefert es dann unter kontrollierter Temperatur und Druck an den Werkzeugkopf.
2. Bildung des Profilstreifens
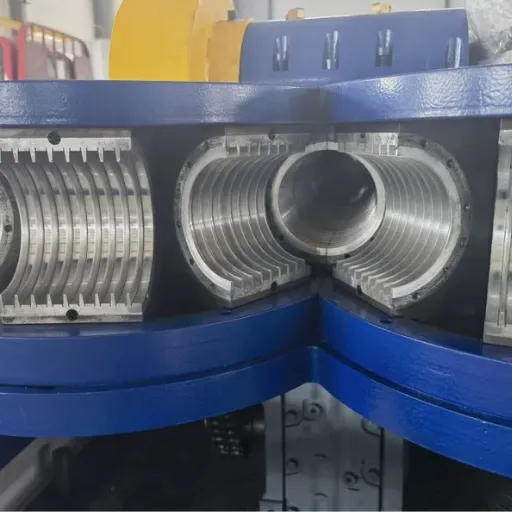
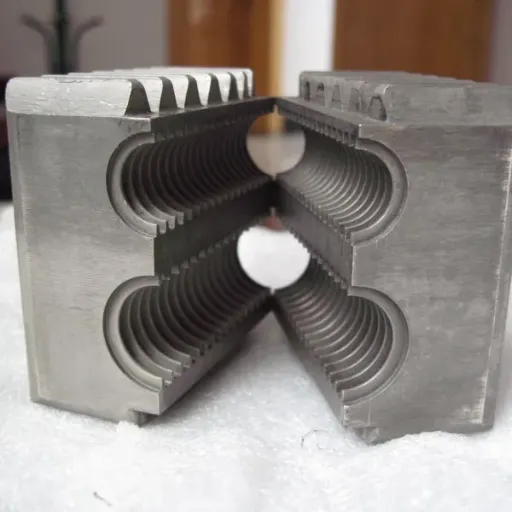
Der Werkzeugkopf formt das geschmolzene Polymer in einen Profilstreifen mit dem gewünschten Querschnitt. Bei spiralförmigen Profilrohren weist das Profil Hohlräume auf, die später die strukturellen Rippen des Rohrs bilden. Die Geometrie des Werkzeugs bestimmt:
Wandstärke der Profilleiste
Höhe und Breite der Rippen
Stärke der inneren und äußeren Profilwände
Anzahl und Form der Hohlkammern
Unmittelbar nach dem Austritt aus der Matrize durchläuft das heiße Profil eine Vakuumkalibrierhülse und eine Wasserkühlwanne. Die Kalibrierhülse hält die Profilmaße, während sich die Außenoberfläche verfestigt. Genaues Kühlen ist entscheidend: Wenn das Profil zu schnell abkühlt, können Restspannungen Verformungen verursachen; wenn es zu langsam abkühlt, kann das Profil vor dem Wickeln deformieren.
3. Wickeln und Schweißen
Das abgekühlte Profilband wird mit einem kontrollierten Schraubenwinkel auf einen rotierenden Dorn geführt. Dies ist der bestimmende Schritt bei der Herstellung von Spiralprofilrohren. Der Dorn-Durchmesser bestimmt den Innendurchmesser des fertigen Rohrs.
Während sich der Dorn dreht, wickelt sich das Profilband spiralförmig. Jede Windung überlappt die vorherige Windung um eine kontrollierte Breite. Ein Heizelement in der Überlappungszone erhitzt beide Oberflächen auf Schmelztemperatur, und der Druck aus der Wickelspannung erzeugt eine Schweißverbindung. Das Ergebnis ist eine kontinuierliche Strukturwand mit spiralförmigen Rippen.
Kritische Wickelparameter umfassen:
Drehgeschwindigkeit der Dorn: Muss mit der Extruderausgabe und der Zuführgeschwindigkeit der Profilstreifen synchronisiert werden.
Wickelwinkel: Typischerweise 55 bis 75 Grad, abhängig vom Rohrdurchmesser und der Profilgestaltung.
Überlappungsbreite: Sicherstellt ausreichende Schweißfestigkeit zwischen den Windungen.
Schweißtemperatur und -druck: Muss ausreichen, um eine Verschmelzung zu gewährleisten, ohne das Polymer zu schädigen.
Bei Qingdao Yongke Machinery verbessert unser eigenentwickeltes Zweit-Heizsystem diesen Schritt bei der Herstellung von großdurchmesserigen gewellten Spiralrohren. Das System ermöglicht eine schnellere und stabilere Erwärmung der Überlappungszone, verkürzt die Zykluszeiten und gewährleistet gleichzeitig eine gleichmäßige Schmelzefließung und Profilgenauigkeit.
4. Schneiden und Handhaben
Wenn das Rohr die vorgegebene Länge erreicht hat, wird es von einer automatischen Schneideinheit abgeschnitten, während das Wickeln auf einem neuen Dorn fortgesetzt wird. Fliegende Trennsägen ermöglichen die Produktion ohne Stoppen der Linie. Die nachgelagerte Ausrüstung entfernt das fertige Rohr vom Dorn und überführt es in ein Stapelsystem oder ein Fördersystem.
Produktionsszenario: Ein Rohrhersteller in Südostasien musste DN1800mm SN8-Kanalrohre für ein kommunales Abfangsystemprojekt liefern. Seine bestehende Doppelmantelwellrohrlinie erreichte jedoch nur einen maximalen Durchmesser von DN1200mm.
Nach der Installation einer Spiralprofilrohrproduktionslinie mit einem 120mm-Extruder und einer Dornverstellung bis DN2000mm konnten sie die erforderlichen Durchmesser in Eigenproduktion herstellen. Die Lieferzeit an den Auftragnehmer sank von 14 Wochen auf 5 Wochen, und der Materialverbrauch pro Meter fiel im Vergleich zu den massivwandigen Rohren, die sie importieren wollten, um etwa 30%.
Anwendungen und Branchen
Spiralwellrohre dienen Märkten, in denen große Kunststoffrohre für vergrabenes oder einschließendes Anwendungen benötigt werden. Die Materialeffizienz und der Durchmesserbereich machen es für Projekte geeignet, die sonst Beton-, Gusseisen- oder Glasfasernrohre verwenden würden.
Kommunale Kanalisation und Entwässerung
Der größte Anwendungsbereich ist die kommunale Infrastruktur. Spiralwellrohre werden verwendet für:
Sanitärkanalhauptleitungen und -ableitungen
Regenwassersammel- und -rückhaltesysteme
Projekte für kombinierte Kanalüberläufe
Entwässerung von Autobahnen und Flughäfen
Ringsteifigkeitsklassen von SN4 bis SN16 ermöglichen es Ingenieuren, das Rohr an die Einbautiefe und die Verkehrslast anzupassen. Die glatte Innenwand bietet eine hervorragende hydraulische Leistung, während die gewellte Außenwand Boden- und Verkehrslasten verteilt.
Industrielle Chemikalienlagerung
Außerhalb der vergrabenen Rohre wird mit derselben schraubenförmigen Wickeltechnik HDPE-Spiralbehälter für die Chemikalienlagerung hergestellt. Die Korrosionsbeständigkeit von HDPE und PP macht diese Behälter für Säuren, Laugen und andere aggressive Medien geeignet. Die Behälterdurchmesser können 5 Meter überschreiten, und bei der Wicklung können maßgeschneiderte Armaturen integriert werden.
Agrar- und Deponiebau
Agrarische Anwendungen umfassen Bewässerungsbecken, Güllelagerung und Entwässerung. Deponieprojekte verwenden großdurchmesserige gewellte Spiralrohre zur Sickerwassergewinnung und Gasentlüftung. Die Chemikalienbeständigkeit und die lange Lebensdauer von HDPE sind in diesen Umgebungen wichtig.
Wasserversorgung und Brandschutztöpfe
Obwohl weniger verbreitet als bei Abwassersystemen, wird gewelltes Spiralrohr für Niederdruck-Wasserversorgungsleitungen, Brandschutzspeicher und Brunnenrohre verwendet. Spezielle Verbindungssysteme und Dichtungen sind erforderlich, wenn Druckfestigkeit benötigt wird.
Projektbeispiel: Ein Auftragnehmer in Nordafrika hatte enge Fristen für ein Regenwasserspeichersystem. Das Design sah DN2500mm-Rohre in einer Küstenregion mit aggressiv salzhaltigem Grundwasser vor. Betonrohre hätten schwere Hebezeuge und Korrosionsschutz erfordert. Der Auftragnehmer wählte HDPE-gewelltes Spiralrohr, das die Installationszeit verkürzte, Bedenken hinsichtlich Korrosion beseitigte und das Schneiden im Feld und die Wärmeschweißverbindungen ohne spezielle Maschinen ermöglichte.
Technische Spezifikationen und Standards

Beim Festlegen oder Kauf von Spiralprofilrohren bewerten Ingenieure mehrere Schlüsselparameter. Dieselben Parameter leiten die Maschinenauswahl für Hersteller.
Durchmesserbereich
Wellrohre in Spiralform sind im Bereich von DN300 mm bis DN5000 mm erhältlich. Kleinere Durchmesser (DN300 - DN800) konkurrieren mit doppelseitig gewellten Rohren. Mittlere Durchmesser (DN800 - DN2000) sind das Optimum für die Spiraltechnologie. Große Durchmesser (DN2000 - DN5000) werden fast ausschließlich durch Spiralwicklung hergestellt.
Ringsteifigkeit
Die Ringsteifigkeit gibt die Widerstandsfähigkeit gegen äußere Verformung an. Übliche Bewertungen sind:
SN4 / PS 46: Leichte Anwendungen, flache Einbettung
SN8 / PS 115: Standardanwendungen für kommunale Abwasserleitungen
SN16 / PS 230: Tiefe Einbettung, starker Verkehr oder industrielle Belastung
Die erreichbare Ringsteifigkeit hängt von der Profilgestaltung, dem Materialmodul und der Wickelgenauigkeit ab. PP - HM ermöglicht eine höhere Steifigkeit bei dünneren Wänden als Standard - HDPE.
Materialqualitäten
HDPE PE80/PE100: Ausgezeichnete chemische Beständigkeit und Zähigkeit; üblich für Abwasser- und Entwässerungssysteme.
PP: Höhere Steifigkeit und Temperaturbeständigkeit als HDPE.
PP-HM (High Modulus Polypropylene): Ermöglicht dünnere Wände und höhere Ringsteifigkeitswerte.
Verbindungssysteme
Wellrohre mit spiralförmigem Verlauf können verschiedene Verbindungstypen verwenden:
Elektroschweißmuffenverbindungen: Üblich für HDPE-Systeme
Steckverbindungen mit Dichtringen: Schnelle Installation für Schwerkraftsysteme
Extrusionsschweißen: Herstellung von Armaturen und Reparaturen vor Ort
Flanschverbindungen: Für Tanks und industrielle Anwendungen
Anwendbare Normen
Hergestellte Rohre sollten den relevanten Produktnormen entsprechen. Übliche Referenzen sind:
EN 13476: Europäische Norm für Kunststoffrohrsysteme mit strukturierten Wänden
ASTM F894: Amerikanische Norm für Polyethylenrohre mit Profilwand und Armaturen
ISO 21138: Internationale Norm für Kunststoffrohrsysteme für drucklose unterirdische Entwässerung und Abwasser
Maschinenhersteller sollten bei der Auslegung ihrer Geräte diese Standards berücksichtigen. Bei Qingdao Yongke Machinery ist unsere Einrichtung nach ISO 9001, ISO 14001 und ISO 45001 zertifiziert, und unsere Maschinen tragen das CE-Zeichen für den europäischen Markt.
Auswahl der richtigen Wellrohrspiralmaschine
Der Kauf einer Spiralprofilrohrproduktionslinie ist eine Kapitalentscheidung, die auf Ihre Projektpipeline, Materialstrategie und Produktionsziele abgestimmt sein sollte. Die folgenden Faktoren bestimmen die richtige Konfiguration.
Ziel-Durchmesser und Ringsteifigkeit
Beginnen Sie mit dem Durchmesserbereich und den Steifigkeitswerten, die Sie herstellen müssen. Eine Maschine, die auf DN300 - DN1200 mm konfiguriert ist, kann DN4000 mm-Rohre nicht wirtschaftlich herstellen, und umgekehrt. Die Dorngröße, die Geometrie der Wickelstation und die Extruderkapazität müssen alle auf den Ziel-Durchmesser skaliert werden.
Der Profilwerkzeugkopf muss für die Wellengeometrie ausgelegt sein, die den gewünschten SN-Wert liefert. Einige Anbieter bieten austauschbare Werkzeug-Sätze für verschiedene Profilgestaltungen an.
Extruder Kapazität
Die Größe eines Extruders wird normalerweise in der Schneckendurchmesser und die Leistung in Kilogramm pro Stunde ausgedrückt. Bei Spiralprofilrohren muss der Extruder genug Schmelze liefern, um die Profilstreifen mit der erforderlichen Produktionsgeschwindigkeit zu formen. Eine DN800mm SN8-Anlage könnte 200 - 300 kg/Stunde erfordern, während eine DN3000mm-Anlage 800 kg/Stunde oder mehr benötigen könnte.
Materialflexibilität
Wenn Sie planen, sowohl HDPE als auch PP zu verarbeiten, stellen Sie sicher, dass das Design der Extruderschnecke, die Temperaturen der Düsenköpfe und die Kalibriersysteme beide Materialien unterstützen. Einige Maschinen erfordern einen Schnecken- oder Düsenwechsel beim Umschalten zwischen Materialien. Die Koextrusionsfähigkeit ist wichtig, wenn Sie recyceltes Material in den Außenlagen verwenden möchten.
Steuerung und Automatisierung
Moderne Spiralprofilrohrmaschinen verwenden auf PLC basierende Steuersysteme mit Touchscreen-HMI-Schnittstellen. Nützliche Funktionen umfassen:
Rezeptspeicherung für verschiedene Rohrspezifikationen
Echtzeitüberwachung der Extrusionstemperatur, des Drucks und der Geschwindigkeit
Automatische Mandeldurchmesseranpassung
Protokollierung der Produktionsdaten
Fähigkeit zur Ferndiagnose
Nachverkaufsservice
Eine Produktionslinie erfordert Installation, Inbetriebnahme, Betreiberausbildung und kontinuierliche Unterstützung mit Ersatzteilen. Renommierte Anbieter stellen technische Dokumentation, Fernunterstützung und schnelle Zustellung von Ersatzteilen zur Verfügung.
Bei Qingdao Yongke Machinery konfigurieren wir jede Spiralkonturrohrproduktionslinie basierend auf dem Ziel-Durchmesserbereich, dem Material und den Ausgabebedarfen des Kunden. Unser Ingenieurteam bietet Installationsüberwachung, Betreiberausbildung und lebenslange technische Unterstützung. Um über Ihr Projekt zu sprechen, kontaktieren Sie Herrn Zhou Maozhen unter machinery@eaglegroup.cn oder per WhatsApp +86-13583232887.
Wartung und Qualitätskontrolle
Eine konsistente Qualität von gewellten Spiralrohren hängt von der Prozesskontrolle und der vorbeugenden Wartung ab. Hersteller sollten Routinen für Folgendes festlegen.
,Extruder-Wartung
Überprüfen Sie regelmäßig den Verschleiß von Schnecke und Zylinder.
Reinigen Sie die Düsenköpfe beim Wechseln von Materialien oder Farben.
Überprüfen Sie die Leistung der Heizbänder und die Genauigkeit der Thermoelemente.
Überwachen Sie die Stabilität des Schmelzedrucks und der Temperatur.
Kalibrierung und Kühlung
Reinigen Sie die Vakuumkalibrierhülsen, um die Maßgenauigkeit aufrechtzuerhalten.
Überprüfen Sie die Temperatur und den Durchfluss der Kühlwasser.
Überprüfen Sie die Profilmaße beim Anfahren und in regelmäßigen Abständen.
Wickelstation
Überprüfen Sie die Ausrichtung des Dornes und den Zustand der Lager.
Überprüfen Sie die Überlappbreite und die Schweißqualität an Probenrohren.
Kalibrieren Sie den Wickelwinkel für jeden Durchmesser und jedes Profilrezept.
Qualitätsprüfung
Messen Sie den Innendurchmesser, den Außendurchmesser und die Wandstärke des Rohrs.
Prüfen Sie die Ringsteifigkeit gemäß EN 1228 oder ASTM D2412.
Untersuchen Sie die Schweißnähte auf Vollständigkeit und Gleichmäßigkeit.
Dokumentieren Sie die Chargenaufzeichnungen für die Rückverfolgbarkeit.
Häufig gestellte Fragen
Was ist der maximale Durchmesser für gewellte Spiralrohre?
Standard-Spiralprofilrohrmaschinen produzieren Rohre bis DN5000 mm. Spezielle Ausrüstung kann größere Durchmesser für Tankanwendungen herstellen, aber DN5000 mm deckt praktisch alle kommunalen Kanalisations- und Entwässerungsprojekte ab.
Kann gewelltes Spiralrohr recycelten Werkstoff verwenden?
Ja. Co-Extrusionssysteme können recycelten HDPE oder PP in den Außenlagen verarbeiten, während die Innenschicht aus Neumaterial bleibt, um die hydraulischen Eigenschaften zu gewährleisten. Einige Designs verwenden bis zu 80 % recycelten Inhalt in den nicht-strukturellen Schichten.
Wie vergleicht sich gewelltes Spiralrohr mit Betonrohr?
Gewelltes Spiralrohr ist leichter, chemisch widerstandsfähiger und einfacher zu handhaben als Betonrohr. Es kann die Installationszeit verkürzen und rostet nicht in aggressiven Kanalisationsumgebungen. Für sehr tiefe Einbettungen oder extrem schwere Lasten müssen Ingenieure prüfen, ob die gewählte Ringsteifigkeit die Projektanforderungen erfüllt.
,Was ist die typische Produktionsgeschwindigkeit für gewellte Spiralrohre?
Die Produktionsgeschwindigkeit hängt vom Durchmesser, der Wandstärke und dem Profilentwurf ab. Rohre mit kleinem Durchmesser (DN300 - DN600) können mit mehreren Metern pro Minute hergestellt werden. Rohre mit großem Durchmesser (DN2000 - DN5000) werden langsamer hergestellt, da jedes Rohr mehr Material erfordert und die Wicklungszeit länger ist.
Wie wähle ich zwischen gewelltem Spiralrohr und doppelwandigem gewelltem Rohr?
Wählen Sie das gewellte Spiralrohr, wenn Sie Durchmesser über DN1200mm benötigen, Speicherbehälter herstellen oder eine Maschine benötigen, die einen sehr breiten Durchmesserbereich verarbeiten kann. Wählen Sie das doppelwandige gewellte Rohr für die Massenproduktion von Rohren mit kleinerem Durchmesser (DN200 - DN1200), bei denen die Ausgabegeschwindigkeit priorisiert wird.
Zusammenfassung

Das gewellte Spiralrohr kombiniert die Materialeffizienz des strukturellen Wandbaus mit der Durchmesserflexibilität der schraubenförmigen Wicklungstechnologie. Vom Entwässerungsrohr mit DN300mm bis zu Fangrohren und Speicherbehältern mit DN5000mm dient dieser Rohrtyp Infrastrukturprojekten, die eine hohe Ringsteifigkeit, Chemikalienbeständigkeit und eine lange Lebensdauer erfordern.
Das Verständnis des Herstellungsprozesses, von der Extrusion und Profilkalibrierung bis zum Wickeln, Schweißen und Schneiden, hilft Käufern, die Ausrüstung zu bewerten und Rohre herzustellen, die international anerkannten Standards entsprechen. Die Wahl zwischen gewelltem Spiralrohr und doppelwandigem Wellrohr hängt vom Durchmesserbereich, der Produktionsmenge und den Anwendungsanforderungen ab.
Für Hersteller, die die Fähigkeit zur Herstellung von gewellten Spiralrohren hinzufügen möchten, hängt die richtige Produktionslinie von Ihrem Ziel-Durchmesserbereich, Ihrer Materialstrategie und Ihren Qualitätsstandards ab. Qingdao Yongke Machinery produziert seit 2010 in unserer ISO-zertifizierten Anlage in Qingdao, China, Spiralprofilrohre und CIPP-Liner-Ausrüstung. Wir bieten Schlüsselfertige Extrusionslinien, technische Schulungen und dauerhafte Unterstützung für Rohrhersteller weltweit.
Sind Sie bereit, eine Spiralprofilrohr-Produktionslinie für Ihre Anlage zu konfigurieren? Kontaktieren Sie unser Vertriebsteam, um ein Angebot anzufordern, einen Videofabrikbesichtigung zu vereinbaren oder Ihre spezifischen Durchmesser- und Ausgangsanforderungen zu besprechen.
Kürzlich veröffentlicht
-
Entwurf, Bewertung und Erneuerung von Abwasserinfrastrukturen
29. Juni 2026Im März 2023 erlitt eine Abwasserreinigungsanlage, die 400.000 Einwohnern in Südeuropa dient, einen Kaskadenausfall. Der Kollaps e Mehr lesen
Mehr lesen -
Entwurf, Betrieb und Sanierung von kombinierten Kanalisationssystemen
29. Juni 2026Im August 2021 fiel in einer US-amerikanischen Mittelweststadt in weniger als 36 Stunden bei einem einzigen Sturm 175 mm Regen. Da Mehr lesen
Mehr lesen -
Entwurf eines Untergrundentwässerungssystems: Ein Leitfaden für Ingenieure zu HDPE/PP-Rohrlösungen
29. Juni 2026Im Juli 2023 hat ein einzelner Sturm in 48 Stunden 180 mm Regen auf eine mittelgroße europäische Stadt gebracht. Das städtische En Mehr lesen
Mehr lesen -
Entwässerungssystem-Entwurf: Ein praktischer Leitfaden für städtische und Regenwasseranlagen
29. Juni 2026Im November 2023 überprüfte ein städtischer Ingenieur in Texas namens Carlos Mendez Pläne für eine neue Regenentwässerung entlang Mehr lesen
Mehr lesen

Kontaktieren Sie uns
Empfohlene Produkte
-
 CIPP Glasfaser-LinieranlageVerhandelbarMOQ: 1 Set
CIPP Glasfaser-LinieranlageVerhandelbarMOQ: 1 Set -
HDPE Helically wound tank machineUS$ 10MOQ: 1 Set
-
CIPP GlasinnenschichtmaschineVerhandelbarMOQ: 1 Set
-
CIPP Filzauskleidung HerstellungsmaschineVerhandelbarMOQ: 1 Set
-
Großer Durchmesser HDPE Meerwasser-Einlass- und -Auslass-StrukturwandrohrherstellungsmaschineVerhandelbarMOQ: 1 Set





-
UV-CIPP Glasfaser-Liner-HerstellungsmaschineUS$ 1000 - 110000MOQ: 10 Meters
-
HDPE-Rohrextrusionsmaschine / PE-Rohrproduktionslinie mit hoher LeistungVerhandelbarMOQ: 1 Set
-
UV-CIPP GlasfasermantelschlauchproduktionslinieUS$ 1000 - 110000MOQ: 1 Set
-
HDPE-SpiralstrukturwandrohrmaschineVerhandelbarMOQ: 1 Set
-
HDPE SpiralrohrmaschineVerhandelbarMOQ: 1 Set





-
HDPE Spiral-TankmaschineVerhandelbarMOQ: 1 Set
-
Krah Pipe MachineVerhandelbarMOQ: 1 Set
-
Plastik HDPE PVC PPR Rohrextrusionsherstellungsmaschine ExtrusionslinieVerhandelbarMOQ: 1 Set
-
PVC-Rohrextrusionsproduktionslinie für elektrische Leitungen und WasserversorgungsrohreVerhandelbarMOQ: 1 Set
-
Heißverkaufter Einwandwellrohr-Extrusionsanlagen mit wettbewerbsfähigen PreisenVerhandelbarMOQ: 1 Set





-
HDPE Krah profild RohrmaschineUS$ 10000MOQ: 1 Set
-
Plastic tank CNC Bohrmaschine für LöcherUS$ 10000MOQ: 1 Set
-
Doppelwand-Wellenrohr-ExtrusionsanlageVerhandelbarMOQ: 1 Set
-
Single wall corrugated pipe extrusion lineVerhandelbarMOQ: 1 Set
-
Inversion CIPP liner tube manufacturing machineVerhandelbarMOQ: 1 Set





