

HDPE Pipe Installation: A Complete Guide for Sewer and Water Projects
HDPE pipe installation is the process of placing, joining, and commissioning high-density polyethylene pipe for water, sewer, gas, or industrial applications. The most reliable HDPE pipe jointing methods are butt fusion welding for straight runs, electrofusion jointing for fittings and repairs, and mechanical couplings for temporary or specialty connections.
What if a contractor could cut installation time by 40% just by choosing the right jointing method? In 2022, a utility contractor in Lagos, Nigeria, faced a 4-kilometer sewer line with tight deadlines and sandy soil.
The crew initially planned mechanical joints every 6 meters. After switching to butt fusion welding for the straight sections and electrofusion for the bends, they reduced leak tests from three attempts to one. The project finished two weeks early.
That's the practical impact of proper HDPE pipe installation and careful HDPE pipe laying. This guide explains how to prepare the trench, lay the pipe, join sections correctly, backfill safely, and test the system before handover. It also covers spiral profile pipe installation for large-diameter structural wall pipe.
Let's start with site preparation.
Key Takeaways
HDPE pipe installation uses butt fusion for straight runs, electrofusion for fittings, and mechanical joints where disassembly is needed.
Proper trench preparation, bedding, and backfill prevent settlement, ovalization, and long-term joint stress.
Butt fusion welding creates a monolithic, leak-free joint when temperature, pressure, and cooling time are followed.
Electrofusion jointing is ideal for tight spaces, repairs, and connections to fittings because it doesn't require pipe-end facing.
Pressure testing and CCTV inspection verify joint integrity before the line goes into service.
Qingdao Yongke Machinery manufactures HDPE spiral profile pipe machines for large-diameter structural wall pipe used in sewer and drainage projects.
Why HDPE Pipe Installation Is Different

HDPE isn't rigid like concrete or ductile iron. It's flexible, lightweight, and joined by heat fusion rather than gaskets or bell-and-spigot ends. These properties change how crews handle, support, and test the pipe.
For a primer on the material itself, see our guide on what is HDPE pipe.
Flexibility is an advantage. HDPE can follow gentle curves in the trench and absorb ground movement without cracking. But that same flexibility means the pipe needs proper bedding and sidefill support.
Without support, the pipe can ovalize under load or float before backfill.
Weight is another advantage. A 6-meter length of HDPE pipe weighs a fraction of an equivalent concrete pipe. Two workers can move many sizes by hand. This reduces crane time and speeds laying.
However, crews must still avoid dragging pipe across rough trench bottoms or sharp stones that scar the surface.
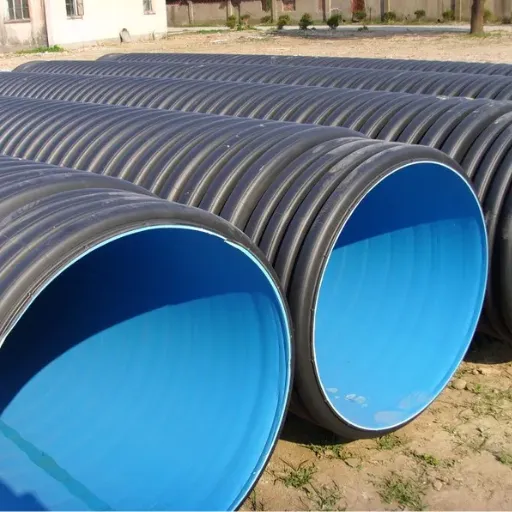
For large-diameter municipal projects, HDPE spiral profile pipe offers high ring stiffness and structural wall strength.
Contractors often source this pipe from manufacturers using an HDPE spiral profile pipe machine that produces DN300mm to DN5000mm pipe on demand.
Site Preparation Before HDPE Pipe Laying
Good installation starts before the pipe reaches the trench. Crews need accurate drawings, confirmed utilities, and a stable working surface.
Miss one utility mark, and the schedule unravels.
Survey and Utility Locating
Mark the pipe centerline and trench edges clearly. Verify all crossing utilities with the local locator service. A gas line or fiber optic cable hit during excavation turns a routine job into an emergency. Document pre-existing conditions with photos, especially pavement, curbs, and landscaping that may need restoration.
Trench Excavation
Excavate to the design width and depth shown in the project drawings. The trench bottom should be flat, free of rocks, hard clods, and debris. Over-excavation should be backfilled with compacted bedding material, not left loose. Bell holes or depressions for couplings are unnecessary for fused HDPE because the joint is the same diameter as the pipe.
Handling and Storage
Store HDPE pipe on level ground away from heat sources and sharp objects. Don't stack pipe higher than the manufacturer's recommendation. Use fabric slings when lifting with equipment.
Chains and wire ropes can gouge the pipe wall. Keep pipe ends clean before fusion because dirt ruins joint quality.
If you're sourcing pipe for a large project, understanding HDPE pipe sizes and dimensions helps you order the right lengths and reduce field cuts.
Pipe Bedding and Foundation Requirements

Bedding supports the pipe uniformly along its length. Poor bedding creates point loads that deform the pipe over time.
Don't skip the bedding layer. The ASTM D2774 standard covers underground installation of thermoplastic pressure piping.
It provides guidance on bedding, backfill, and compaction.
Bedding Material
Use granular material such as sand, fine gravel, or crushed stone with a maximum particle size of 13mm. The bedding layer is usually 100mm to 150mm thick after compaction. For HDPE spiral profile pipe or large-diameter solid-wall pipe, follow the project engineer's specification for bedding class and compaction.
Pipe Zone Support
The pipe zone extends from the trench bottom to about 300mm above the pipe crown. This zone must be backfilled with selected granular material and compacted in layers. Compaction on the sides is critical because HDPE pipe develops much of its load-bearing capacity from sidefill support. Dumping backfill directly on the pipe from a height can damage the pipe or displace bedding.
Minimum Cover and Maximum Depth
Minimum cover protects the pipe from surface loads and frost. Typical minimum cover for traffic areas is 900mm to 1,200mm, but local codes vary.
Maximum burial depth depends on pipe stiffness, soil type, and surface loading.
Always check the HDPE pipe pressure rating and ring stiffness against the expected external loads.
HDPE Pipe Jointing Methods
HDPE pipe jointing methods fall into three categories: heat fusion, mechanical, and compression. Heat fusion creates the strongest, most durable joints and is preferred for permanent buried pipelines. The Plastics Pipe Institute publishes detailed fusion procedures and training resources for contractors.
Butt Fusion Welding
Butt fusion welding is the most common HDPE pipe jointing method for straight runs. It joins two pipe ends by heating them to melting temperature and then pressing them together under controlled force. The result is a joint stronger than the pipe itself.
The butt fusion process has six steps:
Cut and square the pipe ends. Use a facing tool to produce clean, square, parallel ends.
Clean the pipe ends. Wipe with a clean, lint-free cloth. Remove all chips and contamination.
Align the pipes. Clamp both ends in the fusion machine with proper alignment.
Heat the ends. Press a heated platen against both ends at the specified temperature and time.
Fuse the ends. Remove the heater plate and quickly bring the molten ends together under fusion pressure.
Cool under pressure. Maintain cooling pressure for the full cooling time without disturbance.
The cooling period isn't optional. Moving or loading the joint too early creates weak spots. Follow the fusion machine's parameters for pipe diameter, wall thickness, and material grade.
Electrofusion Jointing
Electrofusion jointing uses a fitting with embedded resistance wires. The pipe ends are scraped to remove the oxidized surface layer, inserted into the fitting, and clamped. An electrofusion processor applies voltage and time according to the fitting barcode or data code.
The heat melts the fitting interior and the pipe exterior together. When cooled, the joint's homogeneous. Electrofusion is ideal for:
Connections to valves, tees, elbows, and reducers.
Repairs where butt fusion alignment is difficult.
Tight trenches where a full butt fusion machine won't fit.
Saddle branches on existing lines.
Scraping is critical. The thin oxidized layer on HDPE pipe blocks fusion. Use a proper scraper, not sandpaper, to expose fresh material.
Socket Fusion and Saddle Fusion
Socket fusion joins smaller-diameter pipe and fittings using a socket heater. Both the pipe end and the fitting socket are heated, then pushed together. Saddle fusion attaches a branch saddle to the side of an existing pipe. These methods are common in gas distribution and small water services.
Mechanical Joints
Mechanical joints use compression fittings, flanges, or grooved adapters. They're useful for connections to valves or other pipe materials, and where future disassembly is expected. For buried permanent pressure service, heat fusion is preferred because mechanical seals can degrade over decades of soil movement.
Butt Fusion Welding vs Electrofusion Jointing
| Factor | Butt Fusion Welding | Electrofusion Jointing |
|---|---|---|
| Best for | Straight runs and long sections | Fittings, repairs, tight spaces |
| Equipment | Fusion machine with heater plate and facing tool | Electrofusion processor and clamps |
| Pipe prep | Square and face both ends | Scrape oxidation layer |
| Joint strength | Equal to pipe wall | Equal to pipe wall when done correctly |
| Site space | Needs alignment room | Compact, works in confined trenches |
| Speed | Fast for long straight pulls | Slower per joint but versatile |
Many contractors use both methods on the same project. Butt fusion covers the long straight sections. Electrofusion handles the fittings and tie-ins.
Laying and Aligning HDPE Pipe in the Trench

Once the bedding is ready and the pipe is joined into manageable strings, the crew lowers the pipe into the trench.
Lowering and Placement
Use wide fabric slings or padded equipment. Don't drop pipe sections into the trench. Lower the fused string carefully onto the bedding.
Check that the pipe rests uniformly along its length. Remove any rocks or debris that ended up under the pipe during placement.
Alignment and Grade
Maintain the design slope and alignment. Sewer lines depend on gravity flow, so grade control is essential. Use laser levels or grade stakes. HDPE can snake slightly, but sharp bends or sagging between supports create low points where solids accumulate.
Restraint and Flotation
Empty HDPE pipe can float in groundwater if the trench floods. Hold the pipe down with sandbags or partial backfill until permanent backfill is placed. Joints under strain should never be backfilled until fully cooled and inspected.
Backfill and Compaction
Backfill transfers surface loads into the surrounding soil and locks the pipe in place. Done wrong, it causes settlement and joint failure.
Compaction is everything.
Initial Cover
Place the first layer of backfill by hand or with a small bucket to about 150mm above the pipe crown. This layer should contain no large stones or frozen clods. Compact gently to avoid pipe movement.
Layered Compaction
Continue backfill in lifts of 200mm to 300mm, compacting each layer to the specified density. The pipe zone needs higher compaction than the upper trench because side support controls pipe deflection. Use plate compactors or walk-behind rollers, not heavy vibratory rollers directly over the pipe.
Final Backfill
The upper backfill can contain native soil with acceptable rock sizes, typically under 150mm. Restore the surface to match existing conditions or as specified. Document compaction tests before closing the trench.
Trenchless HDPE Pipe Installation
Not every pipe goes into an open trench. Trenchless methods install HDPE pipe under roads, rivers, railways, and existing structures with minimal surface disruption.
These methods overlap with the broader trenchless sewer rehabilitation market.
Yongke Machinery also supplies CIPP liner manufacturing machines for no-dig pipe repair.
Horizontal Directional Drilling (HDD)
HDD drills a pilot hole along the design path, then enlarges it with a reamer and pulls the HDPE pipe through. It's common for water crossings, highway crossings, and urban utility corridors. The pipe is usually fused into one continuous string on the entry side, so there are no joints in the bore path.
Pipe Bursting and Slip Lining
Pipe bursting fractures an old pipe and pulls a new HDPE pipe into the same path. Slip lining inserts a smaller HDPE pipe into an existing host pipe.
Both are forms of trenchless rehabilitation used in sewer renewal.
For a broader look at no-dig methods, read our guide on trenchless sewer repair.
Microtunneling
Microtunneling uses a remote-controlled boring machine to install pipe in a single pass. It's used for large-diameter gravity sewers where precision and deep burial are required. HDPE spiral profile pipe is often chosen for these projects because of its structural wall design and joint performance.
Pressure Testing and Commissioning

Testing verifies that the pipe and joints can handle service conditions. Skip this step and you risk failure after backfill.
Test before you bury.
Hydrostatic Pressure Test
Fill the line with water and slowly pressurize to the test pressure, usually 1.5 times the operating pressure or as specified. Hold the pressure for the required duration, typically one hour.
Acceptable leakage is minimal or zero for fused HDPE systems. If pressure drops, inspect joints and fittings for visible leakage.
Leakage Test for Gravity Sewers
Gravity lines are tested with low-pressure air or water exfiltration tests. Air tests are fast but require careful safety controls because compressed air stores significant energy. Water exfiltration tests measure leakage over a set time at a specified head.
CCTV Inspection
A CCTV camera surveys the interior after cleaning. It confirms joint alignment, detects infiltration points, and documents as-built conditions. For large-diameter spiral profile pipe, make sure the camera passes joints smoothly.
Common Mistakes in HDPE Pipe Installation
Even experienced crews make errors. Here are the ones that cause the most callbacks.
Most are avoidable.
Skipping Pipe-End Preparation
Fusion fails when ends are dirty, ovalized, or poorly faced. A few seconds of rushed cleaning can ruin a joint. Always follow the fusion machine checklist.
Wrong Fusion Parameters
Each pipe diameter and wall thickness has specific heater temperature, heat time, fusion pressure, and cooling time. Using yesterday's settings for today's different pipe size produces cold joints or overheated material.
Backfilling Too Early
A fused joint needs full cooling time before it carries load or gets backfilled. Disturbing a hot joint weakens the molecular bond.
Poor Bedding and Compaction
Dumping rocky soil around the pipe or compacting unevenly creates point loads. Over time, the pipe deflects, joints stress, and the line fails.
Ignoring Thermal Expansion
HDPE expands and contracts with temperature changes. Above-ground installations need expansion loops or offsets. Buried lines are usually restrained by soil, but exposed sections at structures need attention.
Spiral Profile Pipe Installation: Key Considerations for HDPE
Spiral profile pipe installation follows the same principles as solid-wall HDPE pipe installation. It requires attention to the structural wall design.
HDPE spiral profile pipe has a structural wall with hollow chambers or ribs. It's manufactured on specialized extrusion and winding lines.
For solid-wall HDPE pressure pipe, the ISO 4427 standard defines material, dimensions, and performance requirements used worldwide.
Handling Large Diameters
DN1200mm and larger pipe is heavy even when empty. Use proper lifting equipment and slings. Avoid standing pipe on end unless the manufacturer approves. Bell-and-spigot or welded joints depend on the profile design.
Joint Types
Some spiral profile pipe uses extrusion-welded joints. Others use heat fusion or gasketed bell-and-spigot joints. Follow the manufacturer's joining instructions exactly. The wall profile doesn't allow standard butt fusion unless the pipe is solid-wall or has a fusion-compatible design.
For contractors and pipe producers, Yongke Machinery supplies HDPE spiral profile pipe machines that produce large-diameter pipe for drainage, sewer, and tank applications.
If you're planning a new production line, request a quotation and our team will match the machine to your target diameters and output.
FAQ: HDPE Pipe Installation
What is the best jointing method for HDPE pipe?
Butt fusion welding is best for long straight runs because it creates a continuous, leak-free pipe. Electrofusion jointing is best for fittings, repairs, and confined spaces.
How deep should HDPE pipe be buried?
Minimum cover is typically 900mm to 1,200mm under roads, but local codes and project specifications govern the exact depth. Always check the design drawings and the pipe's pressure rating and stiffness.
Can HDPE pipe be installed in cold weather?
Yes, but cold pipe is stiffer and more brittle. Handle it carefully, preheat fusion equipment to the correct temperature, and allow longer cooling times if the manufacturer recommends it. Don't fuse pipe that's frozen or wet.
What bedding material is used for HDPE pipe?
Use clean granular material like sand or fine gravel with particles under 13mm. The bedding layer should be 100mm to 150mm thick and properly compacted.
How long does a butt fusion joint take to cool?
Cooling time depends on pipe diameter and wall thickness. A small pipe may cool in a few minutes. Large-diameter pipe may need 30 minutes or more. Follow the fusion machine's parameters and don't move the joint early.
Is HDPE pipe installation cheaper than concrete pipe?
HDPE installation is often faster and requires smaller crews and equipment. Total installed cost depends on trench conditions, jointing method, and backfill requirements, but HDPE usually wins on speed and handling in difficult terrain.
What tests are required after HDPE pipe installation?
Pressure pipelines need hydrostatic pressure tests. Gravity sewers need air or water exfiltration tests. Many projects also require CCTV inspection and compaction testing.
What equipment is needed for HDPE pipe installation?
Basic equipment includes excavators, bedding material, fusion machines for butt fusion, electrofusion processors, clamps, scrapers, pressure test pumps, and CCTV cameras.
Is spiral profile pipe installation different from solid-wall HDPE pipe installation?
Yes. Spiral profile pipe installation uses the same trench, bedding, and backfill principles. However, the structural wall profile changes handling and jointing.
Large diameters need lifting equipment. Joints may use extrusion welding, gasketed bells, or fusion-compatible ends rather than standard butt fusion. Always follow the manufacturer's installation manual.
HDPE Pipe Installation Checklist

Use this checklist to make sure no critical step is missed on site.
| Phase | Task | Verification |
|---|---|---|
| Pre-work | Confirm utility locations and trench alignment | Marked on site, photos taken |
| Trench | Excavate to width, depth, and grade | Survey checked |
| Bedding | Place and compact 100-150mm granular bedding | Level, no rocks |
| Pipe | Inspect pipe ends, clean before fusion | Visual check |
| Jointing | Follow butt fusion or electrofusion parameters | Fusion log completed |
| Laying | Lower pipe carefully, maintain grade | Laser or stake verification |
| Backfill | Hand-place initial cover, compact in lifts | Compaction test passed |
| Testing | Hydrostatic or air test, CCTV inspection | No leakage, video recorded |
| Handover | Submit test records and as-built drawings | Documentation complete |
A checklist won't replace experience. But it will prevent the simple mistakes that cause expensive delays.
Conclusion: Getting HDPE Pipe Installation Right
HDPE pipe installation rewards careful preparation, proper HDPE pipe laying, and the right HDPE pipe jointing methods. The work isn't complicated, but each step has consequences.
A clean butt fusion weld, stable bedding, and compacted sidefill will outlast the pipe itself. A rushed joint or rocky backfill will create problems for decades.
Details matter.
For sewer, water, and drainage contractors, the choice of pipe matters as much as the installation method.
Large-diameter HDPE spiral profile pipe combines flexibility with structural strength. That makes it suitable for municipal and industrial projects.
Qingdao Yongke Machinery builds the HDPE spiral profile pipe machines that produce this pipe at our ISO-certified factory in Qingdao.
Key points to remember:
Match the jointing method to the application. Butt fusion for straight runs, electrofusion for fittings.
Prepare the trench, bedding, and backfill with care. The pipe depends on soil support.
Follow fusion parameters exactly. Don't guess heater temperature or cooling time.
Test before backfill where possible, and always test before handover.
For large-diameter work, spiral profile pipe installation offers the same long-term reliability with added ring stiffness.
Choose pipe and equipment suppliers with proven quality and support.
If you're planning an HDPE pipe project or considering pipe production equipment, contact Qingdao Yongke Machinery for a detailed quotation.
Our engineering team will help you select the right pipe production solution based on your diameter range, material, and project goals.
Recently Posted
-
Cured In Place Pipe (CIPP): A Complete Guide to Trenchless Rehabilitation
June 17, 2026A cured in place pipe (CIPP) is a trenchless rehabilitation method that creates a new structural pipe inside an existing damaged s Read More
Read More -
HDPE Pipe Recycling: How to Turn Scrap Into Structural Pipe Products
June 17, 2026HDPE pipe recycling is the process of collecting, sorting, cleaning, and reprocessing high-density polyethylene pipe scrap into re Read More
Read More -
Stormwater Management Systems: A Complete Guide for Municipal and Industrial Projects
June 17, 2026A stormwater management system controls the quantity and quality of runoff from rainfall and snowmelt, protecting properties, road Read More
Read More -
Large Diameter HDPE Pipe: Production Technology and Applications from DN300 to DN5000mm
June 17, 2026Large diameter HDPE pipe is a high-density polyethylene structural wall pipe used for municipal sewer, drainage, stormwater, water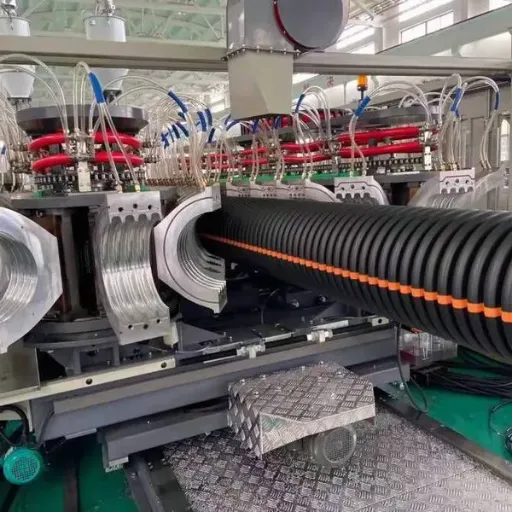 Read More
Read More

Contact Us
Recommended Products
-
 CIPP Glass Fibre Liner MachineNegotiableMOQ: 1 Set
CIPP Glass Fibre Liner MachineNegotiableMOQ: 1 Set -
HDPE Helically Wound Tank MachineUS$ 10MOQ: 1 Set
-
CIPP Glass Liner MachineNegotiableMOQ: 1 Set
-
CIPP Felt Liner Manufacturing MachineNegotiableMOQ: 1 Set
-
Large Diameter HDPE Sea Intake Outfall Structured Wall Pipe Making MachineNegotiableMOQ: 1 Set





-
UV-CIPP Glass Fibre Liner Manufacturing MachineUS$ 1000 - 110000MOQ: 10 Meters
-
HDPE Pipe Extrusion Machine / PE Pipe Production Line With High OutputNegotiableMOQ: 1 Set
-
UV-CIPP Glass Fiber Liner Hose Production LineUS$ 1000 - 110000MOQ: 1 Set
-
HDPE Spiral Structure Wall Pipe MachineNegotiableMOQ: 1 Set
-
HDPE Spiral Pipe MachineNegotiableMOQ: 1 Set





-
HDPE Spiral Tank MachineNegotiableMOQ: 1 Set
-
Krah Pipe MachineNegotiableMOQ: 1 Set
-
Plastic HDPE PVC PPR Pipe Extrusion Making Machine Extrusion LineNegotiableMOQ: 1 Set
-
PVC Pipe Extrusion Production Line for Electrical Conduit and Water Supply PipesNegotiableMOQ: 1 Set
-
Hot Sell Single Wall Corrugated Pipe Extrusion Line With Competitive PriceNegotiableMOQ: 1 Set





-
HDPE Krah Profild Pipe MachineUS$ 10000MOQ: 1 Set
-
Plastic Tank CNC Holes Boring MachineUS$ 10000MOQ: 1 Set
-
Double Wall Corrugated Pipe Extrusion LineNegotiableMOQ: 1 Set
-
Single Wall Corrugated Pipe Extrusion LineNegotiableMOQ: 1 Set
-
Inversion CIPP Liner Tube Manufacturing MachineNegotiableMOQ: 1 Set





